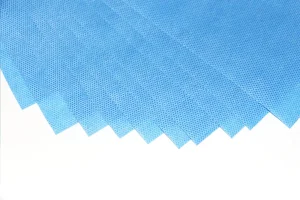
In the modern healthcare landscape, the demand for SMMMS (Spunbond-Meltblown-Meltblown-Meltblown-Spunbond) non-woven sterilization wraps has surged exponentially. As global surgical volumes increase and infection control protocols become more stringent, Central Sterile Supply Departments (CSSD) worldwide are transitioning from traditional textile wraps to advanced multi-layer synthetic barriers. The current industrial status reflects a multi-billion dollar market driven by the need to prevent Healthcare-Acquired Infections (HAIs).
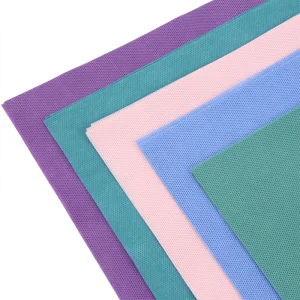
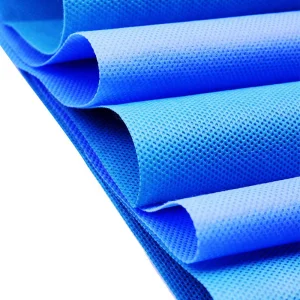
Technological advancement is the primary driver of the SMMMS industry. We are witnessing a clear trend toward enhanced microbial barrier properties combined with high breathability for efficient drying. Environmental sustainability is also becoming a key factor, leading manufacturers to optimize the weight-to-strength ratio, ensuring that 45g to 70g fabrics provide the same protection as heavier, older materials while reducing medical waste volume.
Global procurement teams in North America, Europe, and the Middle East prioritize E-E-A-T principles when selecting suppliers. Essential criteria include ISO 13485 certification, CE marking, and compliance with EN 868-2 and ANSI/AAMI ST79 standards. Reliability in consistent tensile strength, flame resistance, and compatibility with Steam, EO, and Plasma sterilization cycles are non-negotiable for large-scale hospital tenders.
Guangdong Onyx Medical Co., Ltd. is a leading national high-tech enterprise specializing in the research, development, production, and supply of advanced materials for the personal care, medical, and electronics industries. Since its establishment, the company has adhered to a core philosophy of innovation and quality, dedicated to providing high-quality products and solutions to customers worldwide.
Located in Guangdong, China, the company operates a modern manufacturing facility covering over 60,000 square meters, equipped with three Class 100,000 cleanrooms and more than 30 PLC-controlled automated production lines. This state-of-the-art infrastructure ensures that every production process meets the highest levels of precision and safety, adhering to international standards.

Medical Sterilization Packaging Series
We develop advanced biomaterials and medical sensors widely used across diagnostic equipment, vital signs monitoring systems, and patient care products. Our focus is on enhancing patient outcomes through continuous material innovation.
At the forefront of regenerative medicine and drug delivery systems, Onyx Medical also pioneers next-generation electronic materials for consumer and industrial applications, offering superior performance and durability.
Our division manufactures high-precision medical sensors and control consumables essential for critical medical devices, providing safer and more efficient technology support for the global healthcare industry.



As a leading Chinese factory, Guangdong Onyx Medical leverages a fully integrated supply chain. From raw Polypropylene (PP) resin selection to the final SMMMS layering process, our localized ecosystem ensures cost-efficiency without compromising on medical-grade purity.
We offer a versatile range of weights: 45g, 50g, 60g, and 70g. This allows hospital procurement officers to choose the specific thickness required for different tray weights, ensuring maximum protection for heavy orthopedic sets or delicate micro-surgical instruments.
Guangdong Onyx Medical operates under the guiding principles of "Technological Innovation, Quality First." We prioritize environmental protection and resource utilization, ensuring our SMMMS production is as sustainable as it is effective for patient safety.
Guangdong Onyx Medical is structured into multiple specialized divisions, each committed to addressing the unique needs of its respective industries. Our Diaper Materials division provides high-quality hygiene materials with superior comfort and absorption. Meanwhile, our New Electronics Materials focus on superior performance for the global market. Moving forward, Onyx Medical is dedicated to pushing the boundaries of material science, providing innovative and efficient solutions for our customers worldwide.
 Product line
Product line Product line
Product line Product line
Product line Product line
Product line Product line
Product line Product line
Product line Product line
Product line Product line
Product line