The global market for Medical Grade Crepe Paper has witnessed unprecedented growth over the last decade, driven by the increasing complexity of surgical procedures and the stringent regulations surrounding hospital-acquired infections (HAIs). As a critical component of the Central Sterile Supply Department (CSSD), medical crepe paper serves as a primary sterile barrier system, ensuring that surgical instruments remain uncontaminated from the point of sterilization to the point of use.
Currently, the industry is shifting towards high-performance materials that offer superior bacterial filtration efficiency (BFE) while maintaining excellent breathability for steam and gas sterilization agents. Manufacturers worldwide are focusing on the ISO 11607 standard, which dictates the requirements for terminally sterilized medical device packaging. This global industrial landscape is characterized by a demand for consistency, where "Medical Grade" is not just a label but a promise of microbial integrity.
Advanced pore structures that block 99.9% of microorganisms while allowing sterilization agents to penetrate effectively.
Utilizing 100% virgin wood pulp, ensuring the material is biodegradable and free from toxic chemical additives.
Fully compatible with Steam (Autoclave), Ethylene Oxide (ETO), and Gamma Radiation sterilization methods.
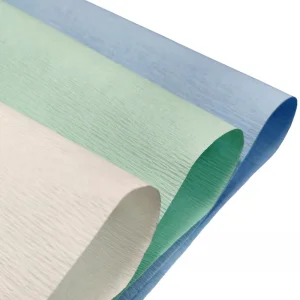
The evolution of Medical Grade Crepe Paper is currently defined by three major trends: Sustainability, Color-Coding Efficiency, and Enhanced Durability.
1. Sustainability: Hospitals are under pressure to reduce plastic waste. Crepe paper, being a cellulose-based product, is the preferred "green" alternative to synthetic non-woven wraps. Future developments are focusing on even faster-growing fiber sources to minimize the environmental footprint.
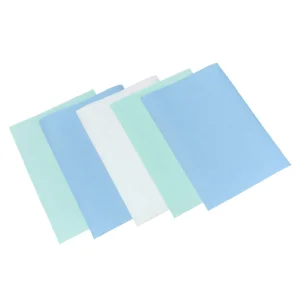
2. Visual Safety: The use of dual-color wrapping (e.g., Green/Blue) is becoming a standard practice. This allows clinicians to immediately detect punctures or tears in the outer layer, as the contrasting inner color will show through, providing an extra layer of visual security in the operating room.
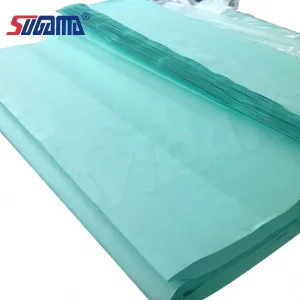
3. High GSM Specialization: While 45 GSM remains popular for light loads, there is a rising demand for 60 GSM and even heavier reinforced crepe paper for heavy orthopedic instrument trays, ensuring the wrap does not fail under the weight of metal tools.
Guangdong Onyx Medical Co., Ltd. is a leading national high-tech enterprise specializing in the research, development, production, and supply of advanced materials for the personal care, medical, and electronics industries. Since its establishment, the company has adhered to a core philosophy of innovation and quality, dedicated to providing high-quality products and solutions to customers worldwide.
Located in Guangdong, China, the company operates a modern manufacturing facility covering over 60,000 square meters, equipped with three Class 100,000 cleanrooms and more than 30 PLC-controlled automated production lines. This state-of-the-art infrastructure ensures that every production process meets the highest levels of precision and safety, adhering to international standards.
The company develops advanced biomaterials and medical sensors widely used across various healthcare sectors, including diagnostic equipment, vital signs monitoring systems, and patient care products. Onyx Medical is dedicated to continuous innovation to enhance patient outcomes and improve the quality of care.
Onyx Medical provides high-quality materials for personal care products, particularly in the infant diaper and hygiene product markets. The company ensures that its products offer superior comfort, safety, and moisture absorption, catering to the growing demand in global markets.
Onyx Medical manufactures high-precision medical sensors and control consumables that are widely used in critical medical devices. These products enhance the reliability and effectiveness of health monitoring systems, providing safer and more efficient technology support for the healthcare industry.
The company is at the forefront of research and development in biocompatible materials, with a particular focus on regenerative medicine and drug delivery systems. Onyx Medical is committed to driving breakthroughs in materials science.
Onyx Medical also focuses on the development of next-generation electronic materials for use in consumer electronics and industrial applications. These materials are designed to offer superior performance and durability.
As a premier Medical Grade Crepe Paper Manufacturer in China, Guangdong Onyx Medical offers a unique combination of scale, technology, and cost-efficiency. Global procurement teams choose us because:












Our Medical Grade Crepe Paper is utilized across diverse clinical environments globally:
Guangdong Onyx Medical operates under the guiding principles of "Technological Innovation, Quality First," striving to establish a strong brand presence in the global market. The company places a strong emphasis on quality control while ensuring that its production processes are sustainable. With a commitment to environmental protection, resource utilization, and social responsibility, Onyx Medical has gained a reputation as a trusted partner in the healthcare, personal care, and electronics industries. The company’s advanced research and development capabilities, coupled with its efficient production systems, continue to drive it forward as a key player in these sectors. Moving forward, Onyx Medical is dedicated to pushing the boundaries of material science, providing innovative and efficient solutions for its customers worldwide.