Costa Rica has emerged as the second-largest exporter of medical devices in Latin America. With major industrial hubs in Alajuela, Heredia, and Cartago, the demand for rigorous sterilization validation is at an all-time high. Our Self-Contained Biological Indicators (SCBI) are designed to meet the strict regulatory requirements of the "Zonas Francas" (Free Trade Zones), supporting multinational manufacturers in maintaining ISO 13485 and ISO 11138 standards.
From the high-tech cleanrooms of Coyol Free Zone to the centralized sterile supply departments (CSSD) of Costa Rica's premier hospitals like Hospital México and Hospital CIMA, SCBIs play a critical role. Our products are optimized for:
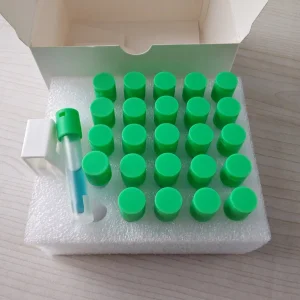
A Self-Contained Biological Indicator (SCBI) consists of a plastic vial containing a carrier inoculated with a standardized population of bacterial spores, typically Geobacillus stearothermophilus for steam and plasma sterilization or Bacillus atrophaeus for Ethylene Oxide (EO).
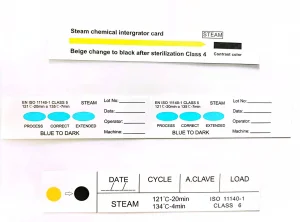
Inside the vial, a glass ampoule holds a specialized culture medium. After the sterilization process, the vial is "activated" by crushing the ampoule, allowing the medium to come into contact with the spores. If the sterilization was successful, the spores are killed, and no color change occurs during incubation. A change in color indicates a "sterilization failure," signaling that the process did not achieve the required lethality.
Guangdong Onyx Medical Co., Ltd. is a leading national high-tech enterprise specializing in the research, development, production, and supply of advanced materials for the personal care, medical, and electronics industries. Since its establishment, the company has adhered to a core philosophy of innovation and quality, dedicated to providing high-quality products and solutions to customers worldwide. Located in Guangdong, China, the company operates a modern manufacturing facility covering over 60,000 square meters, equipped with three Class 100,000 cleanrooms and more than 30 PLC-controlled automated production lines.




Guangdong Onyx Medical is structured into multiple specialized divisions, each committed to addressing the unique needs of its respective industries:
We understand the logistical intricacies of exporting to Costa Rica. Whether you are located in the heart of San José or within the specialized economic zones, our export team ensures seamless delivery, handling all necessary documentation to meet Costa Rican customs (Aduanas) regulations.
Our facilities are designed to guarantee the efficacy of every biological indicator. With Class 100,000 cleanrooms and PLC-controlled automation, we eliminate human error and contamination risks. For our clients in Costa Rica, this means every shipment of SCBI is consistent, reliable, and ready for immediate use in high-stakes environments.








Contact our technical experts today for bulk pricing, customized solutions, and rapid shipping options for the Costa Rican market.