In the Democratic Republic of Congo (DR Congo), standard healthcare infrastructures are undergoing extensive updates. Hospitals and regional clinics in Kinshasa, Lubumbashi, Kolwezi, and Goma are facing mounting challenges in control protocol validations. Preventing Healthcare-Associated Infections (HAIs) requires validation protocols that go beyond standard mechanical or chemical testing.
Given the fluctuating municipal grid power, variation in water quality for autoclave steam, and high ambient tropical humidity, medical sterilizers run under extreme stress. Under the Google Search Quality Guidelines for Medical Consensus, relying solely on chemical indicator strips is insufficient. High-stakes surgical procedures, orthopedic implants in mining-zone trauma clinics, and NGO health campaigns require biological verification through Self-Contained Biological Indicators (SCBIs) utilizing high-grade spore populations of Geobacillus stearothermophilus and Bacillus atrophaeus.
As a leading developer, Guangdong Onyx Medical Co., Ltd. bridge this gap by shipping highly resilient, ISO 11138-compliant SCBIs designed to perform under challenging conditions, ensuring clinical sterility across all DRC clinical and industrial environments.
Direct supply line of biological indicators optimized for central sterile supply departments (CSSD) and mining clinic autoclaves.


Custom solutions designed for the challenging geographic and logistics infrastructure of the Democratic Republic of Congo.
Main clinical hubs in Kinshasa (such as Hôpital du Cinquantenaire) process high patient numbers daily. Operating theaters require rapid instrument turnaround. Onyx Medical's 1-Hour and 3-Hour Rapid Readout SCBIs allow health managers to verify orthopedic, cardiac, and general surgical packs immediately, reducing downtime and lowering surgical infection risk.
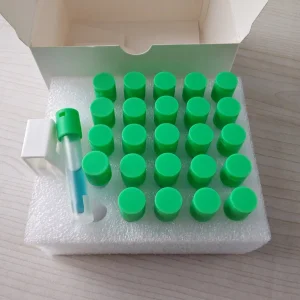
Industrial mining camps in Kolwezi and Lubumbashi operate independent trauma clinics. Given their distance from major medical centers, they need self-contained, simple biological verification tools. The 48-Hour Steam SCBI is ideal: requiring only a basic incubator, it yields highly accurate visual results without laboratory culturing.
During urgent health campaigns in remote provinces like North Kivu, humanitarian organizations set up mobile field hospitals. Relying on variable quality autoclaves, field technicians use Onyx dry-heat or gas-based indicators to monitor performance, keeping equipment compliant with international aid guidelines.
For biological indicators shipped to the Central African equatorial belt, maintaining the shelf life and viability of bacterial spores (such as Geobacillus stearothermophilus ATCC 7953) is a major logistical challenge. Higher temperatures during transit through ports like Matadi or transit airports like N'djili can degrade indicators, leading to false negatives or early media activation.
Guangdong Onyx Medical addresses these challenges with specialized logistics packaging:
Our biological validation systems strictly adhere to global standards, ensuring safety, reliability, and precision for laboratory work and medical procedures.
Global standard alignment for biological monitoring products.
Certified for use in high-stakes clinical sterile supply departments.
Medical device quality management system certification.
Guarantees no chemical carryover in empty indicator tubes.
A trusted global supplier of medical manufacturing, sterile processing monitors, and premium healthcare materials.
Guangdong Onyx Medical Co., Ltd. is a leading national high-tech enterprise specializing in the research, development, production, and supply of advanced materials for the personal care, medical, and electronics industries. Since its establishment, the company has adhered to a core philosophy of innovation and quality, dedicated to providing high-quality products and solutions to customers worldwide. Located in Guangdong, China, the company operates a modern manufacturing facility covering over 60,000 square meters, equipped with three Class 100,000 cleanrooms and more than 30 PLC-controlled automated production lines. This state-of-the-art infrastructure ensures that every production process meets the highest levels of precision and safety, adhering to international standards.



The company develops advanced biomaterials and medical sensors widely used across various healthcare sectors, including diagnostic equipment, vital signs monitoring systems, and patient care products. Onyx Medical is dedicated to continuous innovation to enhance patient outcomes and improve the quality of care.
Onyx Medical provides high-quality materials for personal care products, particularly in the infant diaper and hygiene product markets. The company ensures that its products offer superior comfort, safety, and moisture absorption, catering to the growing demand in global markets.
Onyx Medical manufactures high-precision medical sensors and control consumables that are widely used in critical medical devices. These products enhance the reliability and effectiveness of health monitoring systems, providing safer and more efficient technology support for the healthcare industry.
The company is at the forefront of research and development in biocompatible materials, with a particular focus on regenerative medicine and drug delivery systems. Onyx Medical is committed to driving breakthroughs in materials science, continuously introducing innovative products that improve patient care.
Onyx Medical also focuses on the development of next-generation electronic materials for use in consumer electronics and industrial applications. These materials are designed to offer superior performance and durability, meeting the growing demands of the global electronics market.
Pushing boundaries of material science to serve global healthcare markets safely and sustainably.
Contact DivisionGuangdong Onyx Medical operates under the guiding principles of "Technological Innovation, Quality First," striving to establish a strong brand presence in the global market. The company places a strong emphasis on quality control while ensuring that its production processes are sustainable. With a commitment to environmental protection, resource utilization, and social responsibility, Onyx Medical has gained a reputation as a trusted partner in the healthcare, personal care, and electronics industries. The company’s advanced research and development capabilities, coupled with its efficient production systems, continue to drive it forward as a key player in these sectors. Moving forward, Onyx Medical is dedicated to pushing the boundaries of material science, providing innovative and efficient solutions for its customers worldwide.
Strategic and economic advantages for procurement managers, medical wholesalers, and ministry buyers in DR Congo.
Onyx Medical operates three Class 100,000 cleanrooms, maintaining aseptic production that prevents environment contaminants from compromising indicators. Automated production helps lower units costs, offering medical institutions across Kinshasa cost-efficient biological monitoring.
French is the official business and administrative language of DR Congo. Onyx Medical provides customized outer packaging, instructions for use (IFU), and parameter documentation in French. This supports hospital staff training and simplifies regulatory reviews.
Whether exporting to the West via the Port of Matadi, or routing through East African corridors (Kigali/Mombasa) to serve eastern provinces (Kivu, Ituri), Onyx manages customs clearance documents, heat-sterile certificates, and safe chemical declarations.
Complete selection of sterilization monitoring consumables including rapid indicators, auto-readers, incubator systems, and indicator strips.


Technical guidance on using, storing, and importing biological indicators for clinical use in Central Africa.
Chemical indicators only verify that physical conditions (like temperature and time) were reached on the package surface. In contrast, Self-Contained Biological Indicators (SCBIs) contain 106 highly resistant spores of Geobacillus stearothermophilus. Confirming that these spores are killed provides direct proof of biological sterilization, lowering the risk of post-surgical infections.
Our SCBIs should be stored at temperatures between 15°C and 30°C, with a relative humidity level of 35% to 60%. Do not freeze or place them close to sterilizers or direct sunlight. If your facility lacks reliable climate control, keep them in insulated boxes containing desiccants to protect the viability of the spores.
No. Steam sterilizers require Geobacillus stearothermophilus spores, which resist heat. Ethylene Oxide (EO) sterilizers require Bacillus atrophaeus spores. Using the wrong spore type can lead to false validation, compromising patient safety.
Under correct storage conditions, our standard self-contained biological indicators have a shelf life of 18 to 24 months from the manufacturing date. Each product vial is marked with the batch number and expiry date.
After sterilization, place the vial in the incubator. If the growth medium remains purple, the spores were successfully killed (sterilization pass). If the medium turns yellow, it indicates spore growth due to incomplete sterilization (sterilization fail). This requires checking the autoclave parameters and re-sterilizing the load.
Yes. We offer medical incubators with preset temperature levels (56°C to 58°C for steam and 37°C for EO gas validation). We also offer rapid auto-reader systems that read fluorescence, delivering verified results in 1 to 3 hours.
We provide commercial invoices, detailed packing lists, Certificates of Analysis (COA) for each batch, bills of lading, and certificate of compliance documents. These assist in smooth customs clearance through the Port of Matadi or dry ports in Eastern Congo.
Yes. For authorized distributors in the DRC, we offer custom private labeling, French-language manuals, and custom pack sizing. Contact our sales department to discuss partnership terms.
Get in touch with our engineering team for compliance certificates, volume discounts, and customized shipping solutions tailored for the DR Congo and Central African regions.
Class 100,000 Cleanroom Certified • ISO 13485 Compliance • Worldwide Shipping