The global demand for Unidirectional Flow Packaging (often integrated into advanced barrier systems) has witnessed unprecedented growth. This technology, primarily utilized in medical and sterile environments, ensures that air and sterilization agents can flow through while preventing the ingress of microorganisms. As healthcare standards rise in emerging economies, the need for reliable, high-performance packaging exporters from China has become critical.
Today, industries ranging from clinical surgery to high-tech electronics manufacturing rely on unidirectional flow principles to maintain contamination-free environments. The integration of ISO 11607 standards in production has positioned leading Chinese manufacturers like Guangdong Onyx Medical Co., Ltd. at the forefront of the global supply chain.
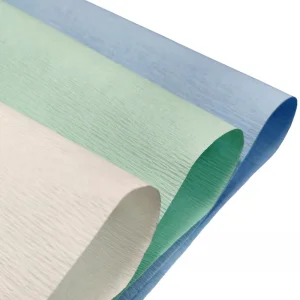
Current trends indicate a shift towards smart packaging with integrated chemical indicators and eco-friendly materials. Exporters are now focusing on biodegradable wood pulp crepe papers and Tyvek® plasma-compatible reels to meet the stringent ESG (Environmental, Social, and Governance) requirements of global procurement groups.
A leading national high-tech enterprise specializing in research, development, and supply of advanced materials for healthcare, medical, and industrial sectors.
Development of advanced biomaterials and sensors used in diagnostic equipment and vital signs monitoring systems to enhance patient outcomes.
Providing high-quality materials for the infant diaper and hygiene markets, ensuring superior comfort and moisture absorption safety.
Next-generation electronic materials designed for superior performance and durability in the global consumer electronics market.
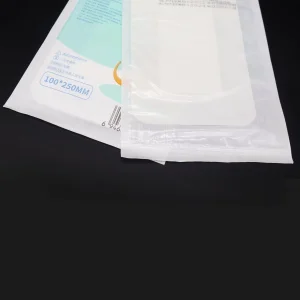
Global buyers in Europe and North America demand CE and ISO certification. Our Unidirectional Flow Packaging solutions meet these rigorous sterile barrier requirements, ensuring safety in surgical environments.
From dental clinics requiring self-sealing pouches to industrial logistics using EPDM sealing strips, our products are engineered for specific local environmental challenges, including humidity and temperature fluctuations.
Our facility in Guangdong utilizes automated PLC-controlled lines, reducing human error and ensuring that every batch of Tyvek sterilization rolls or indicator tapes is consistent.
We are at the forefront of research in biocompatible materials for regenerative medicine, drug delivery, and high-precision medical sensors.








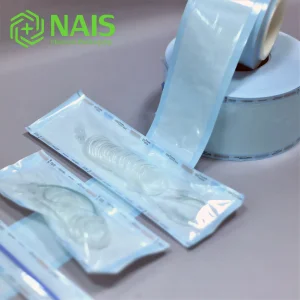
In the realm of medical science, the integrity of a sterile barrier is non-negotiable. Unidirectional flow packaging systems play a pivotal role in maintaining the "Chain of Sterility." This concept refers to the controlled movement of gases and heat during sterilization processes—such as Steam, Ethylene Oxide (EO), or Vaporized Hydrogen Peroxide (VHP)—while ensuring that once the process is complete, no contaminants can return through the barrier.
Guangdong Onyx Medical Co., Ltd. has invested heavily in the development of New Biomaterials and Medical Sensors. By integrating these into our packaging solutions, we offer more than just a wrap; we offer a diagnostic safeguard. For instance, our chemical indicators provide a clear visual confirmation of 6 Log reduction sterilization, an industry gold standard for safety.
As a leading exporter, we leverage our location in Guangdong, the manufacturing heart of China, to provide cost-effective yet high-quality solutions. Our commitment to "Quality First" is backed by our Class 100,000 cleanrooms, which ensure that materials like medical-grade self-sealing pouches are manufactured in an environment that meets the strictest international hygiene standards. Furthermore, we are pivoting toward sustainability, utilizing virgin wood pulp for our crepe papers and reducing the carbon footprint of our automated production lines.
The versatility of our product range is unmatched. While our sterilization pouches serve the medical and dental sectors, our EPDM hollow D-type dense sealing strips serve the industrial logistics and maritime sectors. This diversification demonstrates our technical expertise across different polymer and material applications. Whether it is grease-resistant food packaging for the DIY hamburger market or Tyvek plasma reels for advanced surgery, Onyx Medical is the trusted partner for global importers.
Operating under the guiding principles of "Technological Innovation, Quality First," we strive to establish a dominant brand presence in the global market. Our focus on quality control ensures that every production process adheres to international safety standards. Beyond manufacturing, we are committed to environmental protection, resource utilization, and social responsibility. As we move forward, Onyx Medical continues to push the boundaries of materials science, providing innovative and efficient unidirectional flow solutions to customers worldwide.