In the modern medical era, Sterilization Traceability Systems have transitioned from optional safeguards to mandatory regulatory requirements. Globally, Central Sterile Supply Departments (CSSDs) are integrating IoT and material-based indicators to ensure every surgical instrument is accounted for. The global market is witnessing a shift towards high-precision monitoring, where Class 4, 5, and 6 chemical indicators serve as the frontline for safety verification.
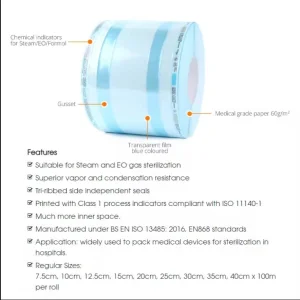
Technological trends are currently dominated by Digital Integration and Sustainable Packaging. Manufacturers are now looking for sterilization reels and pouches that offer not only superior microbial barriers but also clear visual feedback through advanced chemical inks. The demand for eco-friendly medical-grade crepe paper and Tyvek materials is surging as hospitals aim to reduce their carbon footprint without compromising sterility.
Global suppliers and hospital chains are prioritizing One-Stop OEM/ODM Partnerships. There is a specific need for high-volume capacity coupled with stringent quality control. Buyers from the EU and North America are increasingly seeking factories that possess ISO 13485 certification and Class 100,000 cleanroom environments, ensuring that traceability starts from the very first step of material fabrication.
Guangdong Onyx Medical Co., Ltd. is a leading national high-tech enterprise specializing in the research, development, production, and supply of advanced materials for the personal care, medical, and electronics industries.
Since its establishment, the company has adhered to a core philosophy of innovation and quality, dedicated to providing high-quality products and solutions to customers worldwide. Located in Guangdong, China, the company operates a modern manufacturing facility covering over 60,000 square meters, equipped with three Class 100,000 cleanrooms and more than 30 PLC-controlled automated production lines.




We develop advanced biomaterials and medical sensors widely used across various healthcare sectors, including diagnostic equipment, vital signs monitoring systems, and patient care products. Onyx Medical is dedicated to continuous innovation to enhance patient outcomes.
Onyx Medical provides high-quality materials for personal care products, particularly in the infant diaper and hygiene product markets. Our products offer superior comfort, safety, and moisture absorption, catering to the growing demand in global markets.
We manufacture high-precision medical sensors and control consumables used in critical medical devices. These products enhance the reliability of health monitoring systems, providing safer technology support for the industry.
Focused on regenerative medicine and drug delivery systems, we drive breakthroughs in material science, continuously introducing innovative products that improve patient care on a global scale.
Development of next-generation electronic materials for consumer electronics and industrial applications, designed for superior performance and durability in the global electronics market.
Guangdong Onyx Medical operates under the guiding principles of "Technological Innovation, Quality First," striving to establish a strong brand presence in the global market. Our advantages lie in our unique integration of R&D and massive-scale manufacturing capacity.
Located in the heart of Guangdong's manufacturing hub, we provide a stable and resilient supply chain that mitigates global logistics risks. Our proximity to raw material sources and shipping ports ensures faster turnaround times for OEM orders.
Our 30+ PLC-controlled automated lines allow us to achieve economies of scale that smaller providers cannot match. We pass these cost savings onto our global partners while maintaining the highest quality standards.
Every batch of sterilization pouches and indicator strips undergoes rigorous testing. Our three Class 100,000 cleanrooms prevent contamination at the source, ensuring that your traceability systems are built on a foundation of purity.








As the healthcare landscape evolves, the integration of traceability systems for sterilization becomes the cornerstone of patient safety. For factories and suppliers, providing a comprehensive traceability solution means more than just applying a label. It involves a systemic approach where medical packaging, chemical indicators, and biological monitoring tools work in unison to provide a verifiable record of sterility.
In North America and Europe, stringent FDA and MDR regulations drive the demand for Class 5 and 6 indicators that provide immediate, high-accuracy verification. In emerging markets, the focus is on scalable solutions that bring high-tech sterilization to clinics and salons at a sustainable cost. Guangdong Onyx Medical bridges this gap by offering customizable OEM/ODM services that adapt to local regulatory requirements while maintaining global safety standards.
Our research into New Biomaterials and electronic sensors is paving the way for "Smart Sterilization Packaging." Imagine a sterilization pouch that not only changes color but also communicates its status to a hospital's digital inventory system. This is the future we are building at our 60,000 square meter facility. By combining Technological Innovation with a commitment to Quality First, we ensure that every product leaving our Class 100,000 cleanrooms is a testament to our dedication to medical excellence.
Whether you are a global medical device distributor or a specialized sterilization service provider, our range of products—from Tyvek reels to low-temperature plasma sterilizers—is designed to integrate seamlessly into your workflow. Our presence in the Guangdong industrial belt allows us to offer unmatched flexibility in production, ensuring that your specific needs for dimensions, material compositions, and indicator sensitivity are met with precision.
In conclusion, the partnership with Guangdong Onyx Medical is not just a procurement choice; it is a strategic investment in reliability, compliance, and innovation. We continue to push the boundaries of what is possible in the sterilization industry, ensuring that safety is always traceable and quality is never compromised.