In the modern industrial era, Thermolabile Packaging has emerged as a critical component in the supply chain of temperature-sensitive and sterile products. As a leading China Thermolabile Packaging Manufacturer, Guangdong Onyx Medical Co., Ltd. understands that the global market is undergoing a paradigm shift. Thermolabile products—ranging from advanced biologics and vaccines to high-precision surgical instruments—require packaging that not only maintains sterility but also withstands specific sterilization temperatures without compromising structural integrity.
The global business status of this industry is currently valued at billions of dollars, driven by the increasing complexity of medical procedures and the stringent regulations of the FDA and EMA. Industrial demand is no longer just about "containing" a product; it is about "protecting" the efficacy of life-saving treatments. From North America to Europe and the Asia-Pacific, the transition towards ISO 11607 compliant materials is the new standard for hospitals, dental clinics, and pharmaceutical laboratories.
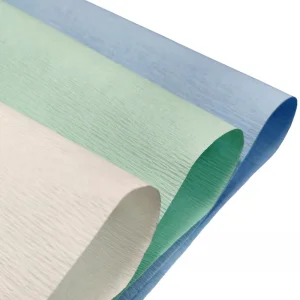
The evolution of the Thermolabile Packaging industry is marked by three major trends: Sustainability, Smart Monitoring, and Material Innovation. Global enterprises are increasingly seeking suppliers who can provide eco-friendly alternatives, such as virgin wood pulp crepe paper and recyclable Tyvek materials, without sacrificing the microbial barrier properties.
Continuous R&D in biocompatible materials and next-gen electronic packaging sensors.
Strict adherence to Class 100,000 cleanroom standards and international safety protocols.
Efficient export systems reaching healthcare providers in over 50 countries worldwide.
Guangdong Onyx Medical Co., Ltd. is a leading national high-tech enterprise specializing in the research, development, production, and supply of advanced materials for the personal care, medical, and electronics industries. Since its establishment, the company has adhered to a core philosophy of innovation and quality, dedicated to providing high-quality products and solutions to customers worldwide. Located in Guangdong, China, the company operates a modern manufacturing facility covering over 60,000 square meters, equipped with three Class 100,000 cleanrooms and more than 30 PLC-controlled automated production lines. This state-of-the-art infrastructure ensures that every production process meets the highest levels of precision and safety, adhering to international standards.



Guangdong Onyx Medical is structured into multiple specialized divisions, each committed to addressing the unique needs of its respective industries:
Our Thermolabile Packaging solutions are engineered for diverse environments, ensuring that whether you are in a high-traffic metropolitan hospital or a specialized dental clinic, your sterilization needs are met with precision.
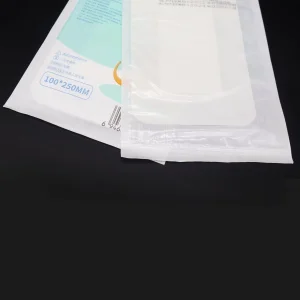
Utilizing Self-Sealing Sterilization Pouches for rapid instrument turnaround. These pouches are perfect for dental handpieces and burs, providing a clear view of the contents and sterilization status.
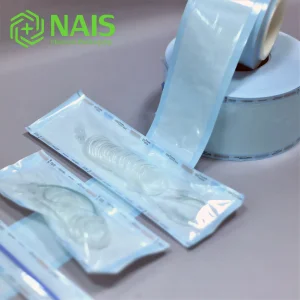
Central Sterile Services Departments rely on our Sterile Gusseted Reel Pouch Bags and Medical Wrap Crepe Paper for large surgical trays, ensuring a robust microbial barrier for long-term storage.
Beyond medical, our Grease-Resistant Food Packaging and Hamburger Paper cater to the high-end food service industry, where hygiene and material purity are paramount.
Guangdong Onyx Medical operates under the guiding principles of "Technological Innovation, Quality First," striving to establish a strong brand presence in the global market. Our facility is a testament to AI-driven manufacturing and precision engineering.

Automated Production Line

Quality Control Center

Cleanroom Packaging

Research & Development
Choosing a China Top Thermolabile Packaging Manufacturer like Onyx Medical offers unparalleled advantages in the global market. Our integration of advanced material science with cost-efficient manufacturing allows us to provide premium products like Tyvek Sterilization Rolls and Medical Grade Crepe Paper at competitive price points.
Furthermore, our commitment to environmental protection and social responsibility ensures that your supply chain meets the modern ethical standards required by global stakeholders. We don't just supply packaging; we provide a comprehensive solution that includes technical support, customized sizing, and rigorous quality testing. As we move forward, Onyx Medical remains dedicated to pushing the boundaries of material science, providing innovative and efficient solutions for our customers worldwide.