Ensuring the highest standards of safety and sterility for medical environments.
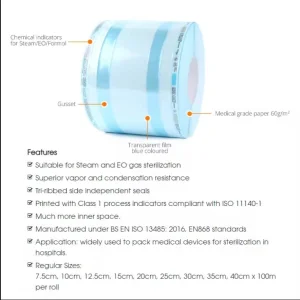
The global medical sterilization equipment accessories market is undergoing a period of rapid expansion, driven by stringent healthcare regulations and an increasing emphasis on infection prevention. Currently, the market is valued at billions of dollars, with a compound annual growth rate (CAGR) reflecting the urgent need for advanced sterilization monitoring and packaging solutions. Industrialized nations are shifting toward more complex biological and chemical indicators (Class 4, 5, and 6) to ensure the absolute integrity of surgical instruments. As healthcare infrastructure expands in emerging markets, the demand for reliable, cost-effective, and standardized sterilization consumables has never been higher.
Technological innovation is at the heart of current industry trends. We are seeing a significant move toward Smart Sterilization, where indicator strips and packaging reels are integrated with digital tracking systems for better audit trails. Another major trend is Sustainability; hospitals are actively seeking eco-friendly, medical-grade paper and recyclable films that do not compromise the microbial barrier. Furthermore, the development of low-temperature plasma sterilization accessories is growing as more delicate, electronic-based medical devices are introduced into surgical suites.
International buyers, from large-scale hospital groups to specialized dental distributors, are looking for partners who can offer Reliability and Compliance. Procurement teams now prioritize suppliers who hold CE and ISO certifications, ensuring that accessories like sterilization pouches and chemical indicators meet international safety standards. There is a specific high demand for bulk supply of self-sealing pouches and heat-sealing reels in Europe and North America, while Southeast Asia and Latin America are seeing increased demand for medical-grade crepe paper and steam indicator tapes to modernize their clinical practices.
Guangdong Onyx Medical Co., Ltd. is a leading national high-tech enterprise specializing in the research, development, production, and supply of advanced materials for the personal care, medical, and electronics industries. Since its establishment, the company has adhered to a core philosophy of innovation and quality, dedicated to providing high-quality products and solutions to customers worldwide.
Located in Guangdong, China, the company operates a modern manufacturing facility equipped with state-of-the-art infrastructure, ensuring that every production process meets the highest levels of precision and safety, adhering to international standards. Our commitment to "Technological Innovation, Quality First" drives us to be a key player in the global material science sector.
Developing advanced biomaterials and medical sensors widely used across diagnostic equipment and vital signs monitoring systems. We focus on enhancing patient outcomes through continuous material innovation.
Providing high-quality materials for personal care, particularly infant hygiene. Our products offer superior comfort, safety, and moisture absorption for the global market.
Manufacturing high-precision sensors that enhance the reliability and effectiveness of health monitoring systems, providing safer technology support for the healthcare industry.
At the forefront of research in biocompatible materials for regenerative medicine and drug delivery systems, pushing the boundaries of what's possible in modern medicine.
Focusing on next-generation materials for consumer electronics and industrial applications, designed for superior performance and durability in the digital age.








Our sterilization accessories are designed for diverse environments. In large-scale hospitals, our Gusseted Sterilization Reels are essential for bulky surgical kits. For dental clinics, our self-sealing pouches offer a quick and efficient way to sterilize small instruments without the need for a heat sealer. In laboratory settings, our Class 6 chemical indicators provide the high-precision monitoring required for sensitive research tools. By understanding these local needs, we tailor our product specs to match the specific workflow of healthcare professionals across different regions.
Choosing Onyx Medical as your Chinese manufacturing partner offers several strategic advantages. First is the Efficiency of Scale; our 60,000 sqm facility allows for high-volume production that reduces lead times for massive international orders. Second is Advanced Automation; with 30+ PLC-controlled lines, we minimize human error and ensure consistent product quality. Lastly, the Integrated Supply Chain in Guangdong allows us to source premium raw materials at competitive costs, a benefit we pass on to our global exporters and suppliers.
As an authoritative voice in medical material science, Guangdong Onyx Medical understands that Sterilization Integrity is the foundation of patient safety. Our expertise is reflected in our rigorous adherence to international protocols. Each sterilization pouch reel we produce is tested for seal strength and breathability, ensuring that once an instrument is sterilized, it remains sterile until the moment of use. Our indicator strips are formulated with non-toxic chemical inks that provide clear, unambiguous color changes, meeting the stringent requirements of ISO 11140-1.
Our authoritativeness is backed by our "National High-Tech Enterprise" status and our investment in Class 100,000 cleanrooms. This environment is critical for manufacturing medical consumables, as it prevents contamination during the production phase. For the global exporter, this means peace of mind—knowing that the products they distribute are manufactured under the same sterile conditions they are designed to maintain. Furthermore, our CSR (Corporate Social Responsibility) initiatives in environmental protection and resource utilization make us a trustworthy long-term partner in an increasingly eco-conscious global market.