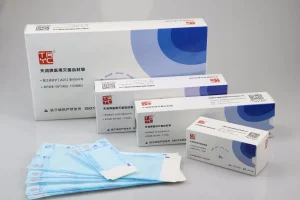
High-performance self-sealing pouches for medical, dental, and industrial applications.
The global market for Self-Sealing Sterilization Pouches is witnessing unprecedented growth, driven by the increasing stringency of healthcare regulations and a universal shift toward infection prevention. As medical facilities worldwide—from massive metropolitan hospitals to specialized dental clinics—prioritize patient safety, the demand for reliable, single-use sterile packaging has skyrocketed. In the current industrial landscape, self-sealing technology has become the gold standard due to its ability to provide a secure, tamper-evident seal without the need for expensive heat-sealing equipment.
Globally, the industry is moving toward ISO 11607 and EN 868-5 compliance, ensuring that packaging maintains sterility from the point of sterilization until the point of use. This is not just a medical requirement but a critical component of the global supply chain for surgical instruments, dental tools, and even aesthetic equipment used in tattoo and nail salons. China has emerged as the central hub for this manufacturing, combining advanced material science with cost-efficient production to meet the diverse needs of international buyers.
Transitioning to eco-friendly, medical-grade papers and recyclable films. Integration of multi-parameter chemical indicators that change color upon successful sterilization (Steam, EO Gas, Formaldehyde).
B2B buyers are increasingly seeking "One-Stop" suppliers who can provide customized sizes, private labeling (OEM), and guaranteed lead times to maintain critical hospital inventory levels.
Beyond hospitals, our pouches are essential in localized scenarios like veterinary clinics, laboratory research, tattoo studios, and high-end beauty salons requiring medical-grade hygiene.
Guangdong Onyx Medical Co., Ltd. is a leading national high-tech enterprise specializing in the research, development, production, and supply of advanced materials for the personal care, medical, and electronics industries. Since its establishment, the company has adhered to a core philosophy of innovation and quality, dedicated to providing high-quality products and solutions to customers worldwide.
Located in Guangdong, China, the company operates a modern manufacturing facility covering over 60,000 square meters, equipped with three Class 100,000 cleanrooms and more than 30 PLC-controlled automated production lines. This state-of-the-art infrastructure ensures that every production process meets the highest levels of precision and safety, adhering to international standards.

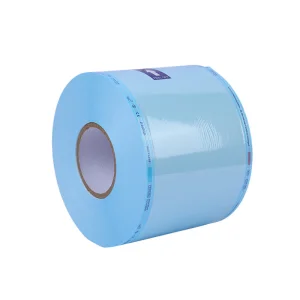
Comprehensive series including self-sealing pouches, flat reels, and gusseted bags designed for autoclave and EO sterilization.

High-adhesion indicator tapes that provide immediate visual confirmation of sterilization processing.

Advanced chemical and biological indicators to ensure the efficacy of the sterilization cycle.
Driving breakthroughs in material science across multiple sectors.
The company develops advanced biomaterials and medical sensors widely used across various healthcare sectors, including diagnostic equipment, vital signs monitoring systems, and patient care products. Onyx Medical is dedicated to continuous innovation to enhance patient outcomes.
Onyx Medical provides high-quality materials for personal care products, particularly in the infant diaper and hygiene product markets. We ensure superior comfort, safety, and moisture absorption for global markets.
We manufacture high-precision medical sensors and control consumables that enhance the reliability and effectiveness of health monitoring systems, providing safer technology support.
At the forefront of research in biocompatible materials, focusing on regenerative medicine and drug delivery systems to drive breakthroughs in materials science.
Focusing on next-generation electronic materials for consumer electronics and industrial applications, offering superior performance and durability.
Sqm Manufacturing Base
Class Cleanroom Standard
Automated PLC Lines
International Certification
Guangdong Onyx Medical operates under the guiding principles of "Technological Innovation, Quality First," striving to establish a strong brand presence in the global market. The company places a strong emphasis on quality control while ensuring that its production processes are sustainable. With a commitment to environmental protection, resource utilization, and social responsibility, Onyx Medical has gained a reputation as a trusted partner in the healthcare, personal care, and electronics industries.








Explore our full range of medical-grade sterilization consumables.
A self-sealing pouch is more than just a bag; it is a sophisticated Sterile Barrier System (SBS). At Guangdong Onyx Medical, we utilize high-grade medical dialysis paper bonded to a multi-layer PET/PP copolymer film. This combination allows for the effective penetration of sterilants (like steam or Ethylene Oxide gas) while acting as an impenetrable barrier against bacteria and microorganisms once the cycle is complete.
The primary advantage of self-sealing pouches is the integrated adhesive strip. This medical-grade adhesive is designed to withstand the high temperatures of an autoclave (up to 134°C) without losing its integrity. For smaller clinics and dental practices, this eliminates the need for a rotary heat sealer, reducing capital expenditure while maintaining a validated seal that meets EN 868-5 standards.
As a leading China Self-Sealing Pouches Manufacturer, we offer several strategic advantages to global distributors:
The industry is moving toward Smart Packaging. We are currently researching the integration of digital tracking (RFID/QR codes) on individual pouches to help hospitals track the sterilization history of every instrument. Furthermore, sustainability is a key focus. We are working on reducing the plastic content in our films and increasing the use of FSC-certified paper to help our partners meet their "Green Healthcare" targets.
In conclusion, Guangdong Onyx Medical is not just a supplier; we are a partner in global health. By choosing our self-sealing pouches, you are investing in a product backed by rigorous science, state-of-the-art manufacturing, and a commitment to patient safety that spans the globe.