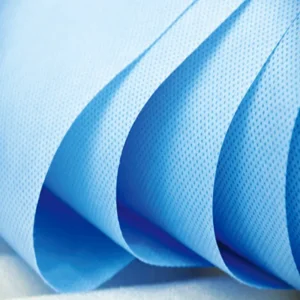
The global market for medical wraps and covers has undergone a paradigm shift. As healthcare systems worldwide strive for both infection control and environmental sustainability, the demand for sophisticated sterilization wraps—ranging from traditional SMS (Spunbond-Meltblown-Spunbond) to advanced SMMS (Spunbond-2Meltblown-Spunbond) and high-performance reusable covers—has surged. The industry is currently valued at billions of dollars, driven by the increasing volume of surgical procedures and the rigorous hygiene protocols mandated by global health organizations.
Expected to grow at a CAGR of 6.5% through 2030, the medical sterilization packaging market is expanding rapidly in emerging economies, particularly across Asia-Pacific and Latin America.
Top manufacturers are now required to meet stringent ISO 11607 and EN 868 standards, ensuring that wraps maintain a sterile barrier throughout storage and transport.
Many hospitals are adopting a hybrid approach, using high-durability reusable covers for equipment and SMS/SMMS disposable wraps for intricate surgical instrument kits.
Technological advancement is the core driver of the wrap and cover manufacturing industry. "Smart Packaging" is the latest frontier, where wraps integrated with chemical or digital indicators provide real-time feedback on sterilization success. Furthermore, the move toward eco-friendly materials that reduce the carbon footprint of medical waste is forcing manufacturers to innovate with recyclable polymers and reinforced natural fibers like medical crepe paper.
Guangdong Onyx Medical Co., Ltd. is a leading national high-tech enterprise specializing in the research, development, production, and supply of advanced materials for the personal care, medical, and electronics industries. Since its establishment, the company has adhered to a core philosophy of innovation and quality, dedicated to providing high-quality products and solutions to customers worldwide.
Located in Guangdong, China, the company operates a modern manufacturing facility equipped with three Class 100,000 cleanrooms and more than 30 PLC-controlled automated production lines. This state-of-the-art infrastructure ensures that every production process meets the highest levels of precision and safety, adhering to international standards. As a key player in the "Top 10 Manufacturers" tier, Onyx Medical leverages AI-enhanced quality control to monitor every millimeter of material for defects.
The company develops advanced biomaterials and medical sensors widely used across various healthcare sectors, including diagnostic equipment and vital signs monitoring systems. Continuous innovation here enhances patient outcomes.
Providing high-quality materials for personal care, Onyx ensures superior comfort, safety, and moisture absorption for the infant hygiene market, catering to massive global retail demands.
Manufacturing high-precision medical sensors and control consumables that are widely used in critical devices, providing safer and more efficient technology support for the healthcare industry.
At the forefront of R&D in biocompatible materials, with a particular focus on regenerative medicine and drug delivery systems, driving breakthroughs in material science.
Focusing on next-generation electronic materials for consumer and industrial applications, designed for superior performance and extreme durability.
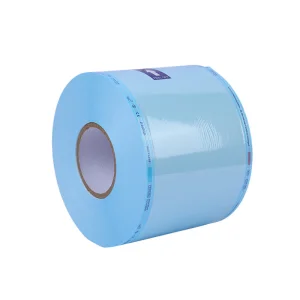
Specializing in SMMS, SMS, and crepe paper solutions that define the standard for sterile barrier systems in modern surgical centers and laboratories.
International procurement officers from major hospital groups in the USA, EU, and Middle East prioritize Reliability, Barrier Efficacy, and Cost-Efficiency. As a China-based factory, Onyx Medical addresses these needs by offering "Tier 1" quality at competitive scale-driven pricing.
Our competitive advantage lies in the integration of the complete supply chain. From raw material polymer processing to final sterilization indicator printing, everything happens within our 60,000 sqm Guangdong hub. This allows for:
30+ PLC lines mean we can handle orders from 10,000 to 10 million units without compromising lead times.
Operating under Class 100,000 cleanroom standards ensures zero contamination for medical-grade products.
As a national high-tech enterprise, we invest heavily in "New Biomaterials" to keep our clients ahead of the curve.








Guangdong Onyx Medical operates under the guiding principles of "Technological Innovation, Quality First," striving to establish a strong brand presence in the global market. The company places a strong emphasis on quality control while ensuring that its production processes are sustainable. With a commitment to environmental protection, resource utilization, and social responsibility, Onyx Medical has gained a reputation as a trusted partner in the healthcare, personal care, and electronics industries. The company’s advanced research and development capabilities, coupled with its efficient production systems, continue to drive it forward as a key player in these sectors. Moving forward, Onyx Medical is dedicated to pushing the boundaries of material science, providing innovative and efficient solutions for its customers worldwide.
Whether you are seeking high-barrier SMMS surgical wraps, precision indicator tapes, or customized medical packaging, our team of experts is ready to provide the technical support and manufacturing excellence required for your specific industrial application. We continue to innovate, ensuring that our products meet the evolving safety standards of the 21st-century medical landscape.