Engineered for extreme durability, chemical stability, and maximum protection.
The global market for resistant packaging materials is witnessing an unprecedented transformation. As industries move toward high-tech manufacturing, the demand for materials that can withstand harsh environments—such as acid and alkali resistance, extreme thermal stability, and barrier protection—has surged. From the automotive sector requiring chemical-resistant EPDM seals to the healthcare industry demanding high-barrier non-woven sterilization wraps, the "Resistant" factor is no longer optional; it is a critical safety and performance requirement.
Technological advancement is driving the adoption of "Smart Packaging" and "Eco-Resistant Materials." Current trends highlight a shift towards biocompatible materials in medical settings and grease-resistant sustainable papers in food services to phase out PFAS. We are seeing a move toward multi-functional materials: those that are not only waterproof but also antimicrobial, soundproof, and fire-retardant simultaneously. Innovation in FKM and Fluoro-elastomer technologies is pushing the boundaries of what seals can endure in aerospace and high-end electronics.
International enterprises are increasingly seeking suppliers who can provide integrated supply chain solutions. Reliability, consistent quality control (ISO 13485 standards for medical), and large-scale manufacturing capacity are the primary drivers for global procurement. Procurement officers in the EU and North America are looking for Chinese factories that bridge the gap between cost-efficiency and high-tech R&D, ensuring that every roll of SMMS fabric or every meter of EPDM seal meets rigorous international certifications.
Guangdong Onyx Medical Co., Ltd. is a leading national high-tech enterprise specializing in the research, development, production, and supply of advanced materials for the personal care, medical, and electronics industries. Since its establishment, the company has adhered to a core philosophy of innovation and quality, dedicated to providing high-quality products and solutions to customers worldwide.
Located in Guangdong, China, the company operates a modern manufacturing facility covering over 60,000 square meters, equipped with three Class 100,000 cleanrooms and more than 30 PLC-controlled automated production lines. This state-of-the-art infrastructure ensures that every production process meets the highest levels of precision and safety, adhering to international standards.


Delivering high-performance resistance for diverse industrial ecosystems.
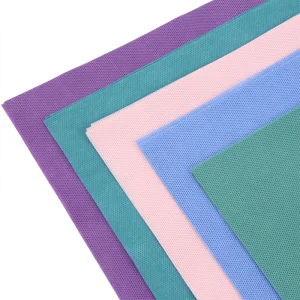
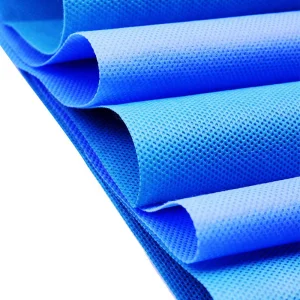
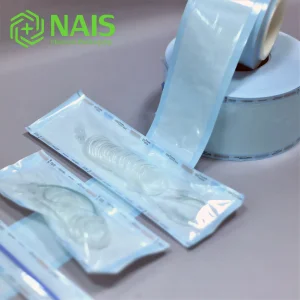
Our SMS, SMMS, and Tyvek sterilization materials are engineered for the highest barrier resistance against microbes and contaminants. Used globally in hospital CSSD departments, these materials ensure that surgical instruments remain sterile during storage and transport, resisting steam and plasma sterilization cycles without degradation.
Automotive weatherstripping and engine seals require resistance to UV, ozone, and petroleum-based fluids. Our EPDM and FKM rubber strips provide long-term durability, ensuring soundproof environments and preventing leaks in high-vibration automotive systems.
In the hygiene sector, diaper materials must resist moisture while maintaining skin breathability. Similarly, our grease-resistant papers provide a safe, chemical-free barrier for food packaging, preventing oil seepage in fast-food and gourmet applications alike.
Next-generation electronic materials provide ESD resistance and protection for sensitive components. Our materials help in the manufacturing of vital signs monitoring systems and consumer electronics where durability and precision are paramount.
Strategic business units focused on material excellence.

The company develops advanced biomaterials and medical sensors widely used across various healthcare sectors, including diagnostic equipment, vital signs monitoring systems, and patient care products. Onyx Medical is dedicated to continuous innovation to enhance patient outcomes.

Onyx Medical manufactures high-precision medical sensors and control consumables that are widely used in critical medical devices. These products enhance the reliability and effectiveness of health monitoring systems, providing safer technology support.

Focused on regenerative medicine and drug delivery systems, as well as next-generation electronic materials. We drive breakthroughs in materials science, meeting the growing demands of the global industrial and consumer electronics markets.
As a leading Chinese supplier, Guangdong Onyx Medical leverages a unique combination of advanced R&D, massive economies of scale, and a fully integrated supply chain. Our advantage lies in our ability to customize material specifications (thickness, resistance levels, color, and size) with speed and precision that Western manufacturers often cannot match.
Moving forward, Onyx Medical is dedicated to pushing the boundaries of material science, providing innovative and efficient solutions for its customers worldwide.
Complete range of sealing, wrapping, and packaging solutions.
Ensuring quality through modern infrastructure and precision control.