In the pharmaceutical supply chain, packaging is never merely a container; it is an active protective shield that guarantees the chemical integrity, safety, and sterility of live-saving therapeutics. According to the WHO and FDA guidelines, pharmaceutical packaging factories must operate under strict sterile barrier system protocols (such as ISO 11607 and EN 868 standards). Any micro-breach in a pouch, wrap, or tape can result in microbial contamination, compromising patient outcomes and generating catastrophic product recalls.
As a premier global exporter, Guangdong Onyx Medical Co., Ltd. addresses these stringent demands. We integrate advanced polymer science, cleanroom fabrication, and real-time colorimetric chemical indicator technologies to serve clinical CSSDs, medical device manufacturers, and industrial bio-pharmaceutical institutions worldwide. Our infrastructure is optimized to secure microbial validation, ensure robust shelf-life maintenance, and provide distinct chemical proof of sterilization cycles.
Global regulatory bodies are shifting from sample-based quality validation to real-time, 100% inline process verification. Regulatory transitions such as the EU Medical Device Regulation (MDR) demand absolute traceability from the raw material polymer extrusion level up to the clinical application point. Packaging must feature clear, irreversible indicators for steam, EO gas, or hydrogen peroxide gas plasma exposure to prevent unsterilized items from entering surgical settings.
Smart packaging integration—specifically incorporating chemical indicators, RFID tracking, and oxygen-scavenging membranes—has become a standard requirement. Additionally, there is a global drive towards lead-free chemical indicators and water-based, non-toxic inks. Factories must transition away from heavy-metal formulations to guarantee safety both for clinical professionals and the environment during waste disposal and incineration.
Medical-grade papers and multi-layer laminate films are evolving to handle higher physical stresses without compromising gas permeability. Packaging materials like SMS/SMMMS sterilization wraps must offer exceptional tear resistance and water repellency while allowing sterilization agents to penetrate seamlessly and clear out efficiently during aeration.
Pharmaceutical procurement heads, hospital CSSD directors, and global medical distributors face complex compliance and operational challenges. Below is how top-tier exporters satisfy technical specifications and audit requirements.
At our manufacturing headquarters in Guangdong, China, we operate a 60,000+ square meter smart factory that represents the pinnacle of medical manufacturing 4.0. Guided by the principle of "Technological Innovation, Quality First," we bridge the gap between heavy production volume and surgical-grade precision.
With three isolated Class 100,000 cleanroom environments and over 30 PLC-controlled automated production lines, human error is virtually designed out of the manufacturing cycle. From real-time raw material dosing to digital inspection of colorimetric indicator applications, every phase of production is logged, analyzed, and trace-validated.
This technological framework provides global distributors and pharmaceutical clients with crucial advantages: price stability through optimized material yields, ultra-consistent seal strengths, and uninterrupted supply lines capable of meeting high volume demands.
| Facility Footprint | > 60,000 Sqm |
| Cleanroom Classification | Class 100,000 (ISO Class 8 equivalent) |
| Automation Integration | 30+ PLC Automated Lines |
| Compliance Certifications | ISO 13485, CE, FDA, ISO 11607 |
| Production Capacity | 1.2 Million Units Daily Avg. |
Guangdong Onyx Medical is structured into specialized divisions, each committed to addressing the unique needs of its respective industries, leveraging shared cleanroom resources and advanced polymer engineering.

Developing advanced biomaterials, surgical barriers, and sterile indicators. This division focuses on hospital-grade wrap technologies (SMS/SMMMS), indicator inks, and medical-grade sterilization tapes, continuously innovating to enhance patient outcomes and improve global clinical care standards.

Manufacturing high-precision medical sensors and control consumables widely integrated into critical monitoring devices. Our technical setups provide healthcare facilities with reliable data telemetry and durable component assemblies for demanding hospital environments.

At the forefront of research and development in biocompatible polymer structures. Focusing on pharmaceutical drug-delivery substrates, regenerative matrices, and tissue-interactive materials, Onyx leads breakthroughs in advanced materials science.

Providing high-quality absorbent materials for global personal care products, particularly infant diapers and specialized adult hygiene products. We ensure superior breathability, softness, moisture absorption, and absolute skin safety.

Leveraging chemical and material research to engineer specialized films, functional adhesives, and protective coatings for consumer electronics and advanced industrial applications, meeting high standards for thermal and structural performance.
We collaborate with leading medical distributors, global pharmaceutical houses, and clinical validation centers in over 70 countries.
Visual documentation of our automated extrusion, lamination, and validation lines.

Extrusion Operations

Lamination Center

Chemical Indicator Coating
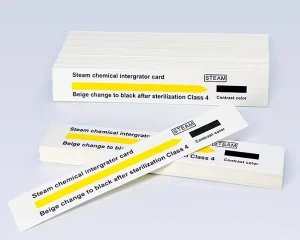
Hospital surgical suites rely on reusable medical instrumentation that must undergo steam autoclave processing between patient procedures. Clinical staff package stainless steel instrument kits in SMS sterilization wraps or gusseted self-sealing pouches, sealed with Steam Indicator Tapes. The tape serves as a clear, visual indicator for the operator, transitioning from light green to solid dark brown/black only when exposed to the proper steam sterilization temperature and pressure, preventing unsterilized packs from reaching clean surgical zones.
Commercial producers of disposable surgical kits, catheters, and orthopedic implants require high-volume, automated sterile packaging solutions. Operating inline with form-fill-seal (FFS) systems, medical device manufacturers utilize flat sterile reel pouches and Tyvek-equivalent backings. These materials must endure high-concentration Ethylene Oxide (EO) gas sterilization cycles, maintaining a robust microbial barrier and structural seal integrity throughout international transit and long-term shelf storage.
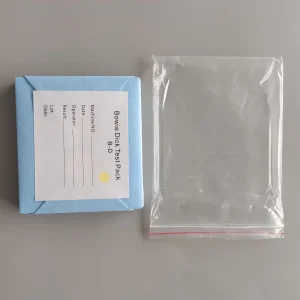
Sterile active pharmaceutical ingredients (APIs) and syringe component assemblies need to be transferred into cleanrooms without compromising the sterile field. SMMMS sterilization wraps and high-durability autoclave crepe papers act as protective outer dust covers. These wraps permit clean steam permeation during sterilization and provide an effective barrier against particulate entry during material ingress through pass-through airlocks.