In the modern healthcare era, packaged sterilization solutions have evolved from simple paper bags to sophisticated, multi-layered barrier systems. Globally, the market is driven by the increasing volume of surgical procedures and the stringent regulations governing infection control. Hospitals and medical device manufacturers (MDMs) across Europe, North America, and Asia-Pacific are shifting toward disposable, high-barrier sterilization pouches and reels to ensure the "Sterility Assurance Level" (SAL) is maintained until the point of use.
The industrial demand is not just limited to hospitals; it spans across dental clinics, tattoo studios, veterinary practices, and large-scale pharmaceutical labs. This global reach highlights the critical role of reliability in the manufacturing process.
The sterilization packaging industry is currently witnessing two major shifts: Sustainability and Smart Monitoring. As environmental concerns grow, leading factories are exploring bio-based films and recyclable medical-grade papers that do not compromise the microbial barrier.
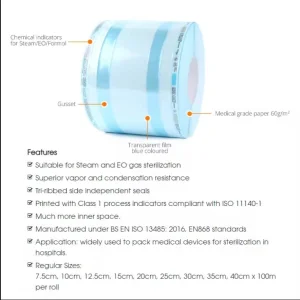
Simultaneously, the integration of AI-driven quality control in production lines ensures that every millimeter of a heat seal is perfect. The use of Class 4, 5, and 6 chemical indicators (as seen in our product range) is becoming standard practice to provide visual confirmation of successful sterilization cycles (Steam, EO Gas, or Plasma).
Guangdong Onyx Medical Co., Ltd. is a leading national high-tech enterprise specializing in the research, development, production, and supply of advanced materials for the personal care, medical, and electronics industries. Since its establishment, the company has adhered to a core philosophy of innovation and quality, dedicated to providing high-quality products and solutions to customers worldwide.
Located in Guangdong, China, the company operates a modern manufacturing facility covering over 60,000 square meters, equipped with three Class 100,000 cleanrooms and more than 30 PLC-controlled automated production lines. This state-of-the-art infrastructure ensures that every production process meets the highest levels of precision and safety, adhering to international standards such as ISO 13485 and CE certifications.
Square Meters Facility
Automated PLC Lines
Class Cleanrooms
Quality Inspection
Developing advanced biomaterials and medical sensors widely used in diagnostic equipment, vital signs monitoring, and patient care. Onyx Medical is dedicated to continuous innovation to enhance patient outcomes.
Providing premium materials for personal care products, particularly infant diapers, ensuring superior comfort, safety, and moisture absorption for the global hygiene market.
High-precision manufacturing of sensors and control consumables that enhance the reliability of critical medical devices, providing safer technology support for healthcare providers.
At the forefront of research in biocompatible materials for drug delivery and regenerative medicine, alongside next-generation electronic materials for industrial performance.
International procurement managers today are looking for more than just a low price. They require Total Cost of Ownership (TCO) efficiency, which includes:
Our products are engineered for diverse environments:
We leverage AI-enhanced quality monitoring systems that detect microscopic defects in film integrity, ensuring 100% sterile barriers. Our R&D team continuously pushes the boundaries of material science.
Operating under the principles of sustainable development, we minimize waste in our 60,000 sqm facility and use eco-friendly inks for all medical indicator printing.
Every batch of our Packaged Sterilization Solutions undergoes rigorous testing for tensile strength, seal integrity, and microbial penetration resistance.








Guangdong Onyx Medical continues to lead as a key player in the global market, bridging the gap between innovative material science and practical healthcare needs. Our comprehensive range of packaged sterilization solutions—from heat-sealing flat reels to advanced plasma sterilizers—reflects our commitment to safety and excellence. As a trusted partner in the healthcare, personal care, and electronics industries, we invite global distributors and healthcare facilities to experience the reliability of China's top sterilization technology. Moving forward, we remain dedicated to pushing the boundaries of what is possible in sterile barrier systems, ensuring that every patient, in every corner of the world, is protected by the highest quality medical packaging.