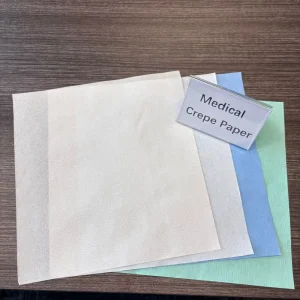
The medical waste management sector is undergoing a massive transformation. With the increasing volume of healthcare activities globally, the demand for safe sterilization packaging and monitoring systems has reached an all-time high. Effective waste management begins at the source—pre-treatment and containment via high-performance materials like Tyvek and medical-grade crepe paper are critical in preventing cross-contamination.
Automation and traceability are the leading trends. Modern healthcare facilities are shifting towards PLC-controlled sterilization processes and smart indicator tapes that provide verifiable data. Sustainability is also a key driver, pushing manufacturers to develop biodegradable medical papers and high-barrier recyclable plastics without compromising surgical safety.
Global purchasers from North America, Europe, and Southeast Asia are increasingly seeking integrated suppliers who can provide not just products, but comprehensive sterilization solutions. Reliability, ISO/CE compliance, and bulk supply stability are the top three criteria for hospital-group procurement and medical device distributors.
Guangdong Onyx Medical Co., Ltd. is a leading national high-tech enterprise specializing in the research, development, production, and supply of advanced materials for the personal care, medical, and electronics industries. Since its establishment, the company has adhered to a core philosophy of innovation and quality, dedicated to providing high-quality products and solutions to customers worldwide.

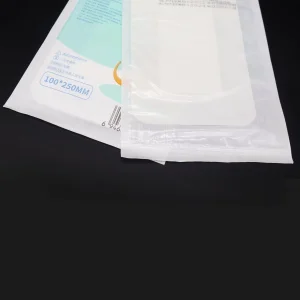
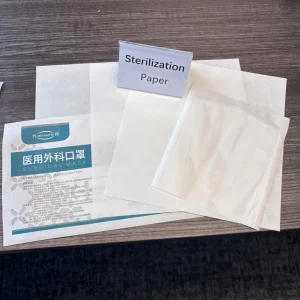
Medical Sterilization Packaging Series

Medical Sterilization Tape Series

Medical sterilization Monitoring Series

Medical Detergent Series
Development of advanced biomaterials and medical sensors for diagnostic equipment and patient care. Onyx Medical is dedicated to continuous innovation to enhance patient outcomes.
Providing high-quality materials for personal care, focusing on comfort, safety, and moisture absorption for infant hygiene markets globally.
Manufacturing high-precision sensors that enhance the reliability and effectiveness of health monitoring systems in critical medical environments.
Pioneering research in biocompatible materials for regenerative medicine and drug delivery systems to drive breakthroughs in material science.
Next-generation electronic materials designed for superior performance and durability in consumer and industrial electronics.
"Technological Innovation, Quality First." Striving for a sustainable global market presence through environmental protection and social responsibility.
Our sterilization reels and indicators are used in Central Sterile Supply Departments (CSSD) to ensure surgical instruments are pathogen-free before entering the OR.
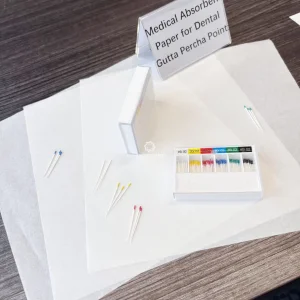
Self-sealing pouches and absorbent paper points provide specialized hygiene solutions for dental procedures, ensuring patient safety in high-turnover clinics.
Tyvek packaging and sterilization monitoring strips are essential for maintaining aseptic conditions in pharmaceutical research and production.

Automated Production

QC Monitoring

Sterile Packaging

Precision Engineering
1. Scale & Efficiency: Our 60,000 sqm facility in Guangdong allows us to handle high-volume orders with short lead times, giving us a significant advantage in the global supply chain.
2. Quality Rigor: With three Class 100,000 cleanrooms, we exceed standard industrial requirements, ensuring every medical wrap and pouch is manufactured in a controlled environment.
3. R&D Capability: As a national high-tech enterprise, we don't just export; we innovate. Our team of scientists works on next-gen biomaterials that redefine medical waste management safety.
4. Full Compliance: Our products meet international standards (ISO/CE), essential for seamless entry into highly regulated medical markets worldwide.
5. Strategic Location: Based in Guangdong, the heart of China's manufacturing and export hub, we offer superior logistics and integration with global shipping networks.

Global Standards Testing

High Capacity Packing

Export Logistics Hub

Innovation Lab
Guangdong Onyx Medical continues to push the boundaries of material science, providing innovative and efficient solutions for customers worldwide. Our commitment to environmental protection, resource utilization, and social responsibility has gained us a reputation as a trusted partner in the healthcare and personal care industries.