The global medical packaging materials market is currently undergoing a paradigm shift, driven by stringent regulatory frameworks and the increasing complexity of medical devices. As a top China medical packaging materials manufacturer, Guangdong Onyx Medical Co., Ltd. stands at the forefront of this evolution. The industrial demand for sterile barrier systems (SBS) has moved beyond simple containment to high-performance protection that ensures patient safety through the entire supply chain.
Globally, procurement needs are shifting toward materials that comply with ISO 11607 and EN 868 standards. Hospitals, dental clinics, and laboratories in North America, Europe, and Southeast Asia are increasingly seeking reliable factories that can provide consistent quality, traceability, and localized application support.

Integration of chemical indicators and sensors into packaging is the new standard. Our Class 4, 5, and 6 steam chemical indicator strips provide instant visual verification of sterilization success, enhancing hospital safety protocols.
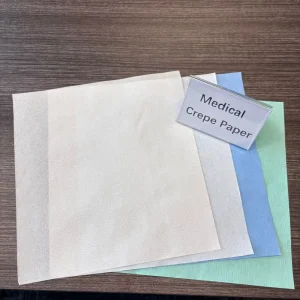
Eco-friendly materials are no longer optional. Onyx Medical is investing heavily in biocompatible materials and recyclable medical grade crepe paper to reduce the environmental footprint of healthcare waste.
With the rise of delicate electronic medical sensors, packaging must now offer protection against electrostatic discharge (ESD) and moisture while maintaining sterile integrity through Tyvek® and high-grade film solutions.
Founded on the principles of innovation and quality, our 60,000 square meter modern manufacturing facility is equipped to handle the most demanding industrial requirements.
Development of advanced biomaterials and sensors for diagnostic equipment and vital sign monitoring, aimed at enhancing patient outcomes globally.
Specialized high-absorption and moisture-wicking materials for infant hygiene, ensuring superior comfort and safety in the global hygiene market.
Manufacturing next-generation electronic materials and control consumables for both industrial and consumer high-tech applications.
Leading research in biocompatible materials specifically designed for drug delivery systems and cutting-edge medical breakthroughs.
Utilizing 30+ PLC-controlled lines to ensure precision, safety, and compliance with the highest international manufacturing standards.
Recognized as a trusted partner for environmental protection, social responsibility, and world-class R&D capabilities in China.
Our medical packaging materials are utilized across diverse specialized fields:
Large-scale sterilization of surgical kits using our medical grade crepe paper jumbo rolls and heavy-duty sterilization reels.
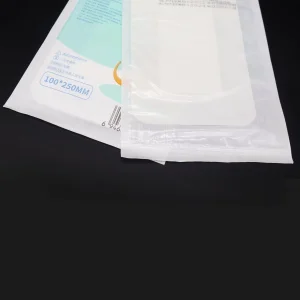
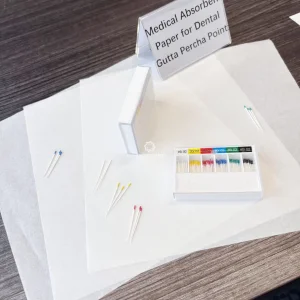
Compact self-sealing pouches and absorbent paper points designed for fast-paced, high-hygiene dental environments.
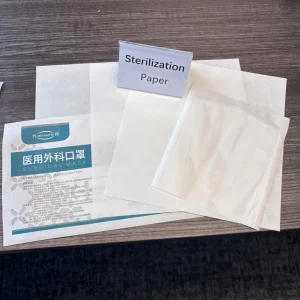
Factory-level packaging solutions including Tyvek reels for OEM device manufacturers requiring validation for steam or plasma sterilization.








Guangdong Onyx Medical is not just a manufacturer; we are a National High-Tech Enterprise. Our commitment to E-E-A-T principles is demonstrated through our:
By leveraging China's robust industrial infrastructure, we offer competitive pricing without compromising on the stringent safety requirements of the global medical market. Our multi-specialized divisions ensure that we remain at the cutting edge of material science, from healthcare materials to new electronics materials.