In the rapidly evolving healthcare landscape, the demand for high-performance Medical Grade Packaging has surged. As global healthcare providers and device manufacturers strive for higher standards of patient safety, the packaging industry has shifted towards advanced, sterile-barrier solutions. Today, medical packaging is not just a container; it is a critical component of infection control, extending shelf life, and ensuring the absolute sterility of surgical instruments and medical devices from the factory floor to the operating room.
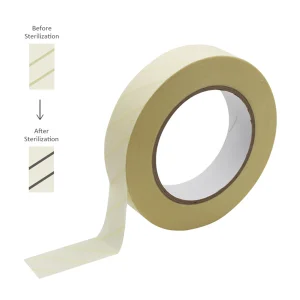
The global market is witnessing a transition towards "smart" packaging. We are seeing increased integration of chemical indicator technologies, Tyvek-based substrates, and heat-sealing capabilities that withstand extreme sterilization pressures. Furthermore, with the rise of global supply chain challenges, hospitals and medical clinics are prioritizing reliable procurement partners in China who can offer consistent quality, adhering to international ISO standards and CE certifications.
Guangdong Onyx Medical Co., Ltd. stands at the forefront of this industrial revolution. As a leading national high-tech enterprise, we specialize in the research, development, production, and supply of advanced materials for personal care, medical, and electronics industries. Our facility is not merely a production site; it is a hub of technological innovation.
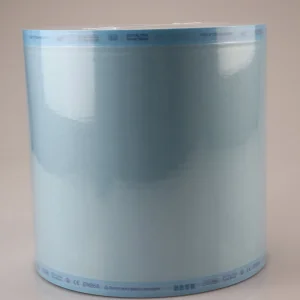
Our commitment to excellence is reflected in our state-of-the-art infrastructure. With over 60,000 square meters of manufacturing space, we operate three Class 100,000 cleanrooms. This environment is crucial for the production of sterile barrier systems, ensuring that our medical-grade packaging remains free from contaminants. Our PLC-controlled automated production lines guarantee that every batch of sterilization pouches or crepe paper maintains exact uniformity, minimizing the margin for error that human intervention might introduce.
The "China Advantage" in medical packaging combines unparalleled cost-efficiency with high-tech manufacturing capability. Guangdong Onyx Medical leverages this by providing:
Guangdong Onyx Medical is structured into multiple specialized divisions, each committed to addressing the unique needs of its respective industries. Our synergy across these departments allows us to push the boundaries of materials science:
We develop advanced biomaterials and medical sensors widely used in diagnostic equipment, vital signs monitoring, and patient care products, enhancing clinical outcomes.
Supplying high-quality absorbent materials for infant care, ensuring superior comfort, safety, and moisture management for global personal care brands.
High-precision sensors that serve as the backbone of modern healthcare electronics, ensuring reliability in critical health monitoring systems.
Leading the way in regenerative medicine and drug delivery systems research, focusing on biocompatibility and patient-centric material breakthroughs.
Guangdong Onyx Medical operates under the guiding principles of "Technological Innovation, Quality First." We do not just manufacture products; we engineer solutions that protect lives. As we look to the future, we are expanding our R&D efforts into more sustainable, eco-friendly packaging materials, reducing the carbon footprint of medical operations while maintaining the highest sterility assurance levels.
With advanced research and development capabilities, coupled with efficient production systems, we continue to drive innovation in the healthcare sector. Whether you require customized sterilization rolls for specialized surgical kits or reliable crepe paper for routine hospital use, we are your dedicated manufacturing partner in China, ready to scale with your success.