The global medical device transport and sterilization packaging market is undergoing a paradigm shift. As healthcare systems worldwide expand to accommodate aging populations and increasing surgical volumes, the demand for "Zero-Risk" transport solutions has reached an all-time high. Medical Device Transport Solutions are no longer just about moving items from point A to point B; they are a critical component of the Sterile Barrier System (SBS), ensuring that life-saving instruments remain uncontaminated from the point of sterilization to the point of use in the operating theater.
Current industrial data suggests that the surge in minimally invasive surgeries and the rise of decentralized clinics (dental, outpatient surgery, labs) have created a massive requirement for localized, high-performance packaging. Whether it is Class 4 chemical indicators or Tyvek-based plasma sterilization reels, the focus is on reliability, traceability, and regulatory compliance with ISO 11607 and CE standards.

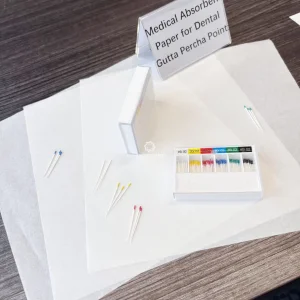
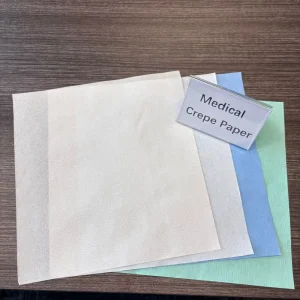
Moving towards eco-friendly 60GSM crepe paper and recyclable medical-grade polymers to reduce the carbon footprint of hospitals.
The integration of high-precision chemical indicators (Class 4, 5, 6) that provide immediate, foolproof visual confirmation of sterilization success.
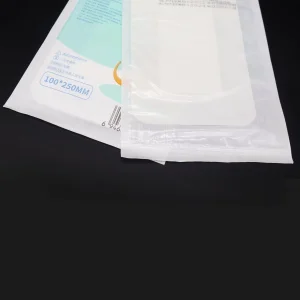
Development of puncture-resistant Tyvek and reinforced films for the safe transport of heavy surgical kits and sharp instrumentation.
Global procurement teams are now prioritizing suppliers that offer End-to-End Control. As a primary China manufacturer, we address these procurement needs by providing bulk customization, consistent quality through PLC-controlled automation, and rapid lead times that bypass the logistical bottlenecks often found in smaller supply chains.

Guangdong Onyx Medical Co., Ltd. is a leading national high-tech enterprise specializing in the research, development, production, and supply of advanced materials for the personal care, medical, and electronics industries. Since its establishment, the company has adhered to a core philosophy of innovation and quality, dedicated to providing high-quality products and solutions to customers worldwide.
Located in Guangdong, China, the company operates a modern manufacturing facility covering over 60,000 square meters, equipped with three Class 100,000 cleanrooms and more than 30 PLC-controlled automated production lines. This state-of-the-art infrastructure ensures that every production process meets the highest levels of precision and safety, adhering to international standards.
Sqm Factory Space
PLC Automated Lines
Cleanroom Standards
Certified Quality
Developing advanced biomaterials and medical sensors for diagnostic equipment and patient care products. Enhancing outcomes with precise monitoring support.
Our self-sealing sterilization pouches are a staple in dental clinics worldwide, providing easy-to-use, localized sterile transport for instruments.
Providing high-quality materials for infant diapers and hygiene products, ensuring superior comfort, safety, and moisture absorption.
High-precision sensors that enhance the reliability of health monitoring systems, providing safer and more efficient technology support.
Leading R&D in biocompatible materials for regenerative medicine and drug delivery systems, pushing the boundaries of material science.
Developing next-generation electronic materials for consumer and industrial applications, offering superior performance and durability.
Guangdong Onyx Medical operates under the guiding principles of "Technological Innovation, Quality First," striving to establish a strong brand presence in the global market. The company places a strong emphasis on quality control while ensuring that its production processes are sustainable.
With a commitment to environmental protection, resource utilization, and social responsibility, Onyx Medical has gained a reputation as a trusted partner. Our advanced R&D capabilities, coupled with efficient production systems, allow us to offer competitive pricing without compromising the medical-grade integrity required for global distribution.

As we look forward, Onyx Medical is dedicated to pushing the boundaries of material science. Our commitment to environmental protection, resource efficiency, and social responsibility ensures that we remain a key player in the global healthcare supply chain. We invite partners from across the globe to collaborate with us in creating safer, more efficient, and sustainable medical device transport solutions.