The global medical device storage and sterilization packaging market has entered a phase of rapid transformation. Driven by stringent healthcare regulations (such as the EU MDR and FDA Class II/III requirements) and an increasing volume of surgical procedures worldwide, the demand for high-integrity storage solutions is at an all-time high. Modern healthcare facilities are no longer satisfied with basic containment; they require active protection systems that ensure the sterile integrity of surgical instruments from the point of sterilization to the point of care.
In industrial settings, "Medical Device Storage Solutions" encompass a broad spectrum of products, including Tyvek® sterilization reels, medical-grade crepe paper, and high-precision chemical indicators. As a leading manufacturer in China, we see a significant shift towards smart sterilization monitoring. Hospitals in North America and Europe are increasingly adopting Class 6 emulating indicators, which provide the highest level of confidence in autoclave cycle success, reducing the risk of Hospital-Acquired Infections (HAIs).
Guangdong Onyx Medical Co., Ltd. is a leading national high-tech enterprise specializing in the research, development, production, and supply of advanced materials for the personal care, medical, and electronics industries. Since its establishment, the company has adhered to a core philosophy of innovation and quality, dedicated to providing high-quality products and solutions to customers worldwide.
Located in Guangdong, China, the company operates a modern manufacturing facility covering over 60,000 square meters, equipped with three Class 100,000 cleanrooms and more than 30 PLC-controlled automated production lines. This state-of-the-art infrastructure ensures that every production process meets the highest levels of precision and safety, adhering to international standards such as ISO 13485 and CE certifications.

Medical Sterilization Series
Advanced biomaterials and medical sensors for diagnostic equipment, vital signs monitoring, and high-precision patient care products.
High-quality diaper materials providing superior comfort, safety, and moisture absorption for the global hygiene market.
Next-generation materials for consumer electronics, focusing on durability and performance in high-tech industrial applications.
Class 4, 5, and 6 chemical indicators designed for steam, EO, and Plasma sterilization verification.
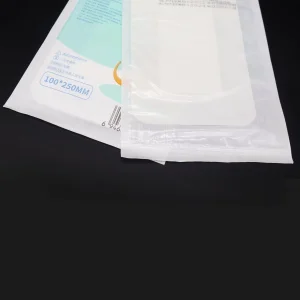
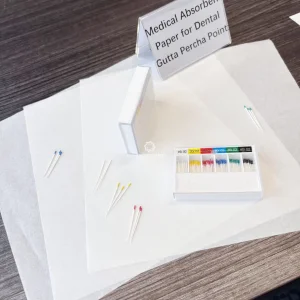
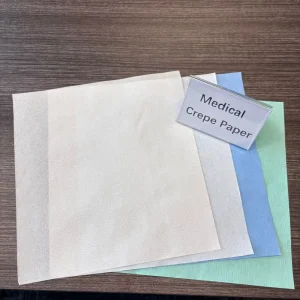
Breathable Tyvek rolls and medical crepe paper that maintain a microbial barrier for up to 5 years.
Continuous investment in biocompatible materials and drug delivery systems to improve global patient outcomes.
The transition from plastic-heavy packaging to biodegradable or recyclable medical crepe paper is a major trend. Global procurement teams are prioritizing FSC-certified materials that offer high-strength microbial barriers while being eco-friendly.
Generic indicators are being replaced by "moving front" integrators (Class 5) and cycle-specific emulators (Class 6). These provide immediate, easy-to-read visual confirmation, reducing human error in busy Central Sterile Supply Departments (CSSD).
International medical brands are seeking Chinese partners who can provide OEM/ODM services with PLC-controlled consistency. The ability to customize dimensions, printing indicators, and material weights (45GSM to 60GSM) is critical for local market adaptation.
Sourcing directly from a high-tech manufacturer like Guangdong Onyx Medical offers a unique blend of "Quality vs. Value." By integrating the entire supply chain—from raw material R&D to final sterilized packaging—we eliminate middle-man costs while maintaining a Class 100,000 cleanroom environment that rivals European standards. Our localized application support helps distributors in Latin America, Southeast Asia, and the Middle East navigate complex registration processes with full technical documentation (ISO, CE, and sterilization validation reports).
Guangdong Onyx Medical operates under the guiding principles of "Technological Innovation, Quality First," striving to establish a strong brand presence in the global market. The company places a strong emphasis on quality control while ensuring that its production processes are sustainable. With a commitment to environmental protection, resource utilization, and social responsibility, Onyx Medical has gained a reputation as a trusted partner in the healthcare, personal care, and electronics industries.