In the modern era of global healthcare, the demand for maintenance-free sterilization products has reached an all-time high. Driven by stringent international safety protocols and the rising incidence of Healthcare-Associated Infections (HAIs), hospitals, dental clinics, and laboratories are transitioning from complex, reusable sterilization containers to efficient, disposable, and maintenance-free barrier systems. These products, which include self-sealing pouches, sterilization reels, and advanced chemical indicators, ensure that medical instruments remain sterile from the point of processing to the moment of patient use.
Global procurement specialists are increasingly looking for suppliers who can offer consistent quality, large-scale production, and rapid innovation. This is where Guangdong Onyx Medical Co., Ltd. stands out as a premier partner. As a national high-tech enterprise, we bridge the gap between traditional manufacturing and AI-integrated quality control, providing the reliability that the global medical sector demands.
Guangdong Onyx Medical Co., Ltd. is a leading national high-tech enterprise specializing in the research, development, production, and supply of advanced materials for the personal care, medical, and electronics industries. Since our establishment, we have adhered to a core philosophy of innovation and quality, dedicated to providing high-quality products and solutions to customers worldwide.
Located in the industrial heart of Guangdong, China, our company operates a modern manufacturing facility covering over 60,000 square meters. To ensure the highest level of product integrity, we maintain three Class 100,000 cleanrooms and more than 30 PLC-controlled automated production lines. This state-of-the-art infrastructure ensures that every sterilization pouch, reel, and indicator strip meets the highest levels of precision and safety, adhering strictly to international ISO and CE standards.




We develop advanced biomaterials and medical sensors widely used across diagnostic equipment, vital signs monitoring systems, and patient care products. Continuous innovation is our driver to enhance patient outcomes.
Providing high-quality materials for personal care products, particularly for infant diapers. We ensure superior comfort, safety, and moisture absorption for the global hygiene market.
High-precision sensors and control consumables that enhance the reliability and effectiveness of critical health monitoring systems in hospitals worldwide.
Focused on regenerative medicine and drug delivery systems, we are at the forefront of biocompatible materials research to drive breakthroughs in material science.
Developing next-generation electronic materials for consumer and industrial applications, offering superior performance and durability for the global tech market.
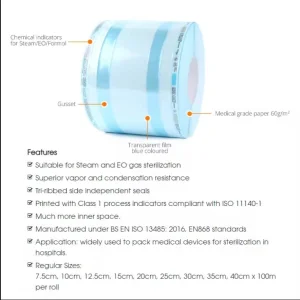
The industry is moving toward "visible safety." Our Class 4, 5, and 6 chemical indicator strips provide clear, unmistakable color transitions, reducing human error in the sterilization process.
With increasing environmental awareness, our use of medical-grade crepe paper and recyclable films meets the procurement needs of eco-conscious healthcare systems.
Unlike metal cassettes that require cleaning and maintenance, our pouches and reels are designed for single-use efficiency, guaranteeing a sterile barrier every time.
Purchasing directly from a China-based manufacturer like Guangdong Onyx Medical offers unmatched advantages in the global supply chain:
Our maintenance-free sterilization products are utilized across a vast array of sectors, each with unique localized requirements:
Self-sealing pouches and gusseted reels are essential for dental clinics to manage high turnovers of handpieces and orthodontic tools efficiently.
Central Sterile Services Departments rely on our chemical indicator strips and large-format sterilization rolls to validate massive quantities of surgical kits daily.
Modern hygiene standards in the salon industry mandate the use of medical-grade sterilization pouches for needles and metal tools to ensure client safety.
Maintaining a sterile environment in bio-research is critical; our Tyvek reels and plasma sterilizers provide the necessary protection for sensitive lab equipment.








Guangdong Onyx Medical operates under the guiding principles of "Technological Innovation, Quality First," striving to establish a strong brand presence in the global market. Our commitment to environmental protection, resource utilization, and social responsibility has gained us a reputation as a trusted partner.
Dental Supply Autoclave Sterilization Gusseted Reel for Medical Instrument
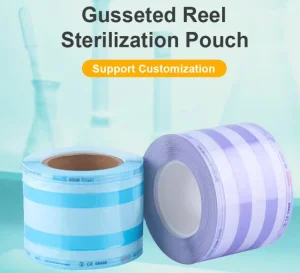
Medical Autoclave Package Heat Sealing Sterilization Pouch Gusseted Reels Roll

Medical Device Class 4 5 6 Steam Chemical Indicator Strips / Labels.

Class 4 5 6 Steam Chemical Indicator Strips - China Autoclave Strip and.

Hospital Plasma Sterilization Low Temperature Plasma Sterilizer 60L 128L 180L
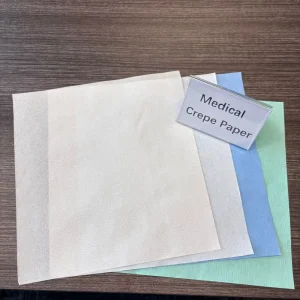
Premium Medical Grade Crepe Paper Jumbo Roll for Safe Sterilization








