In 2024, the global market for Integrated Cleaning Systems and medical sterilization materials is undergoing a massive transformation. From healthcare CSSDs (Central Sterile Supply Departments) to semiconductor cleanrooms, the demand for "systematic" rather than "isolated" cleaning components is at an all-time high. Modern industries require a cohesive workflow involving high-precision monitoring, barrier systems (like medical crepe paper), and automated verification tools.
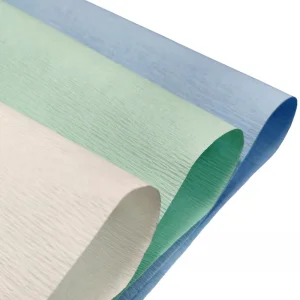
Technological integration is the leading trend. We are seeing a shift toward AI-monitored sterilization and IoT-enabled biological indicators. Companies are moving away from manual tracking to rapid readers that provide real-time validation. Sustainability is also crucial; there is a rising demand for biodegradable wood pulp medical crepe paper and lead-free indicator tapes that meet stringent environmental regulations.
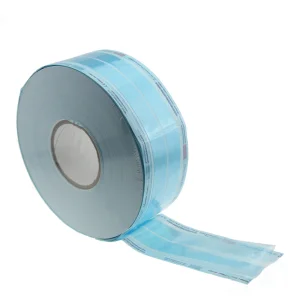
B2B buyers today prioritize "Full-Spectrum Capability." They seek a single factory that can provide everything from sterilization rolls to chemical indicators. Procurement teams in Europe, North America, and Southeast Asia are focusing on ISO 13485 compliance and the ability to customize sizes (OEM) to fit specific autoclave and plasma sterilization equipment.
Guangdong Onyx Medical Co., Ltd. stands as a titan in the medical materials industry. With a footprint of over 60,000 square meters, we are not just a supplier but a cornerstone of global medical safety infrastructure.
Our R&D team focuses on high-precision biomaterials and medical sensors. We bridge the gap between chemistry and healthcare, ensuring that our indicator tapes and biological monitors deliver 100% accuracy in detecting sterilization failures.
As a leading Chinese factory, Onyx Medical leverages advanced logistics and massive scale to offer competitive pricing without compromising on the high-tech precision required by international markets.
Every meter of our 60GSM medical crepe paper and every roll of sterilization tape undergoes rigorous testing within our automated facility to ensure barrier integrity and adhesive stability.
Developing advanced biomaterials and medical sensors for diagnostic equipment, vital signs monitoring, and patient care products. Onyx Medical is dedicated to enhancing patient outcomes through continuous material innovation.
Manufacturing high-precision sensors that enhance the reliability and effectiveness of health monitoring systems, providing safer technology support for the critical healthcare industry.
At the forefront of research in biocompatible materials for regenerative medicine and drug delivery. Additionally, we develop next-generation electronic materials for consumer and industrial applications.
Ensuring superior comfort, safety, and moisture absorption for the infant hygiene market, meeting the growing global demand for premium hygiene product materials.








Operating under the principle of "Technological Innovation, Quality First," Guangdong Onyx Medical operates a modern manufacturing facility covering over 60,000 square meters. With three Class 100,000 cleanrooms and more than 30 PLC-controlled automated production lines, our infrastructure ensures every sterilization indicator, medical crepe paper, and sealing strip meets international precision and safety standards.
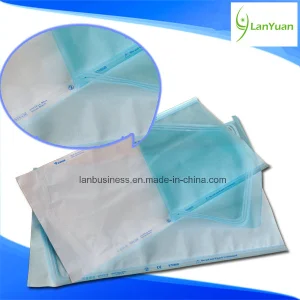
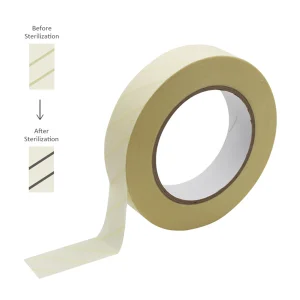
In central sterile supply departments, our integrated cleaning systems consumables like crepe paper and indicator tapes provide the final barrier and proof of safety for surgical instruments.
Cleanroom environments utilize our PU foam seals and specialized packaging to maintain ISO-standard sterility during high-stakes drug development and testing.
Our EPDM and Rubber U-type seal strips are critical for sheet metal protection and waterproof sealing in electrical distribution cabinets and automobile assembly.