Guangdong Onyx Medical Co., Ltd. is a leading national high-tech enterprise specializing in the research, development, production, and supply of advanced materials for the personal care, medical, and electronics industries. Since its establishment, the company has adhered to a core philosophy of innovation and quality, dedicated to providing high-quality products and solutions to customers worldwide.
Located in Guangdong, China, the company operates a modern manufacturing facility covering over 60,000 square meters, equipped with three Class 100,000 cleanrooms and more than 30 PLC-controlled automated production lines. This state-of-the-art infrastructure ensures that every production process meets the highest levels of precision and safety, adhering to international standards such as ISO and CE.

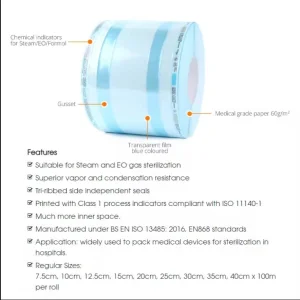
The global demand for Instrument Sterilization Trays and their accompanying packaging systems is witnessing unprecedented growth. As surgical procedures become more complex and the global healthcare industry places a higher emphasis on preventing Healthcare-Associated Infections (HAIs), the role of high-quality sterilization containers and trays has become critical. In modern Central Sterile Supply Departments (CSSD), the sterilization tray is not just a container; it is a vital part of the sterile barrier system.
Transition from disposable to high-durability reusable tray systems. Sustainability is driving the demand for materials that can withstand thousands of autoclave cycles without degrading.
Hospitals are increasingly adopting RFID-tagged sterilization trays to track the lifecycle of surgical instruments, ensuring 100% compliance with safety protocols.
Global markets (FDA, MDR) now demand stricter validation for sterile barriers, making factory-grade certification like CE and ISO a non-negotiable requirement for suppliers.
Guangdong Onyx Medical is structured into multiple specialized divisions, each committed to addressing the unique needs of its respective industries:
Advanced biomaterials and medical sensors used in diagnostic equipment and vital signs monitoring systems to enhance patient outcomes.
High-quality materials for personal care, ensuring superior comfort, safety, and moisture absorption for the hygiene product markets.
High-precision control consumables that enhance the reliability of health monitoring technology support.
Leading R&D in biocompatible materials with a focus on regenerative medicine and innovative drug delivery systems.
Next-generation electronic materials designed for superior performance and durability in the global electronics market.
Comprehensive monitoring series including Class 4, 5, and 6 chemical indicators for steam and plasma sterilization.

Our sterilization products are designed for versatility across various medical and industrial environments:
Guangdong Onyx Medical operates under the guiding principles of "Technological Innovation, Quality First," striving to establish a strong brand presence in the global market.
 Production Line Alpha
Production Line Alpha Automated Packaging
Automated Packaging Quality Inspection
Quality Inspection Cleanroom Processing
Cleanroom Processing Advanced R&D Lab
Advanced R&D Lab Material Testing
Material Testing Sterilization Testing
Sterilization Testing Distribution Center
Distribution CenterChoosing a partner for medical consumables requires a balance of trust, scale, and technical prowess. Guangdong Onyx Medical stands out in the global supply chain for several reasons:
Adhering to Class 100,000 cleanroom standards ensures that every sterilization pouch and tray is free from particulate contamination before it ever reaches your facility.
With 30+ PLC-controlled automated lines, we provide a stable and massive supply capacity, reducing lead times for large-scale hospital tenders and distributors.
We are committed to environmental protection and resource utilization, developing materials that are both effective for sterilization and eco-friendly for disposal.