Guangdong Onyx Medical Co., Ltd. is a leading national high-tech enterprise specializing in the research, development, production, and supply of advanced materials for the personal care, medical, and electronics industries.
Located in Guangdong, China, the company operates a modern manufacturing facility covering over 60,000 square meters, equipped with three Class 100,000 cleanrooms and more than 30 PLC-controlled automated production lines. Since its establishment, we have adhered to a core philosophy of innovation and quality, dedicated to providing high-quality products and solutions to customers worldwide.
SQM Factory
PLC Lines
Cleanroom Class
Export Countries
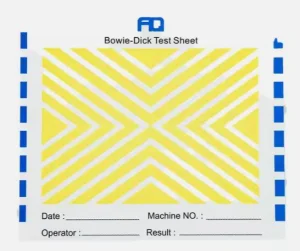
The global medical sterilization packaging market is projected to reach USD 25.4 billion by 2028. This growth is driven by the rising number of surgical procedures, an aging population, and the stringent implementation of infection control protocols post-pandemic. Hospitals and clinics now demand packaging that not only maintains sterility but also provides visual proof of successful processing via integrated chemical indicators.
Environmental impact is a top priority for modern healthcare procurement. Industry leaders are transitioning toward recyclable medical-grade papers and high-performance Tyvek materials that offer superior microbial barriers while reducing the carbon footprint. Our R&D department focuses on "Green Sterilization," ensuring our products comply with both ISO 11607 and emerging environmental regulations.
Adherence to EN 868 and ISO 11607 standards is no longer optional. These standards dictate the validation of terminal sterilization packaging. As a China-based manufacturer, Onyx Medical ensures that every batch of sterilization reels and pouches undergoes rigorous peel strength tests, burst tests, and dye penetration inspections to guarantee patient safety across the globe.
Advanced biomaterials and medical sensors widely used in diagnostic equipment and vital signs monitoring systems. Onyx Medical is dedicated to continuous innovation to enhance patient outcomes.
High-quality materials for personal care, catering to infant hygiene markets with superior comfort, safety, and moisture absorption technology.
Manufacturing high-precision sensors that enhance the reliability and effectiveness of critical health monitoring systems in ICUs and surgical suites.
Leading research in biocompatible materials for regenerative medicine and innovative drug delivery systems to push the boundaries of materials science.
Next-generation materials for consumer and industrial electronics, designed for superior performance and durability in high-demand environments.












International B2B buyers in the medical sector look for three core pillars: Traceability, Scalability, and Quality Assurance. At Guangdong Onyx Medical, we address these through:
Large scale sterilization of surgical instruments using flat reels.
Self-sealing pouches for handpieces and orthodontic tools.
Sterilizing nail salon and barber shop tools for hygiene compliance.
Cleanroom-grade packaging for laboratory consumables.
By sourcing raw materials like medical-grade paper and compound films locally, we maintain a cost advantage while ensuring high-speed production that Western competitors struggle to match.
Our 30+ PLC-controlled lines use optical sensors and AI vision systems to detect micro-defects in seal integrity, ensuring 99.9% reliability for every shipment.
With 60,000 sqm of space, we can fulfill high-volume orders for government tenders and large-scale healthcare distributors without lead-time delays.
Guangdong Onyx Medical operates under the guiding principles of "Technological Innovation, Quality First," striving to establish a strong brand presence in the global market. The company places a strong emphasis on quality control while ensuring that its production processes are sustainable. With a commitment to environmental protection, resource utilization, and social responsibility, Onyx Medical has gained a reputation as a trusted partner in the healthcare, personal care, and electronics industries. The company’s advanced research and development capabilities, coupled with its efficient production systems, continue to drive it forward as a key player in these sectors. Moving forward, Onyx Medical is dedicated to pushing the boundaries of material science, providing innovative and efficient solutions for its customers worldwide.
Our infection prevention packaging is more than just a cover; it is a critical safety barrier that ensures instruments remain sterile until the moment of use. By combining Tyvek®'s tear resistance with medical paper's breathability, we provide the ultimate protection for life-saving medical devices. Our 100,000-class cleanroom ensures that no particulate contamination enters the packaging during the manufacturing phase, fulfilling the stringent requirements of ISO 13485.