Medical-grade packaging and monitoring tools for hospital environments.
Navigating the evolution of infection control and medical safety.
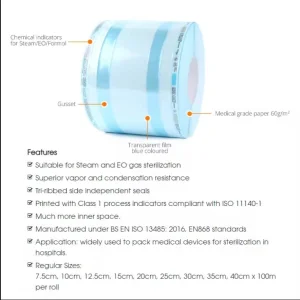
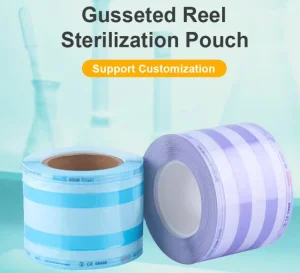
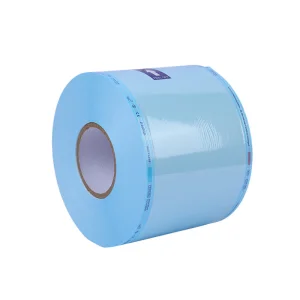
The global hospital sterilization market is currently experiencing an unprecedented surge, driven by heightened awareness of Hospital-Acquired Infections (HAIs) and the rising volume of surgical procedures worldwide. As healthcare systems transition toward more rigorous safety protocols, the demand for reliable, single-use sterilization packaging—such as pouches and reels—has become a cornerstone of modern CSSD (Central Sterile Supply Department) operations. Today, the industry is not just about "cleaning" but about "verifying" and "maintaining" sterility until the point of use.
Shift towards low-temperature plasma sterilization and eco-friendly Tyvek materials to protect sensitive robotic surgical instruments.
Increasing procurement from Europe and North America for Class 4, 5, and 6 chemical indicators to meet stringent regulatory verification.
From large-scale urban hospitals in the USA to dental clinics in Southeast Asia, the need for cost-effective, high-barrier protection is universal.
Your Trusted National High-Tech Partner in Healthcare Materials.
Guangdong Onyx Medical Co., Ltd. is a leading national high-tech enterprise specializing in the research, development, production, and supply of advanced materials for the personal care, medical, and electronics industries. Since its establishment, the company has adhered to a core philosophy of innovation and quality, dedicated to providing high-quality products and solutions to customers worldwide.
Located in Guangdong, China, the company operates a modern manufacturing facility covering over 60,000 square meters, equipped with three Class 100,000 cleanrooms and more than 30 PLC-controlled automated production lines. This state-of-the-art infrastructure ensures that every production process meets the highest levels of precision and safety, adhering to international standards.

Sqm Facility
Auto Production Lines
Cleanroom Grade
Certified Quality
Driving breakthroughs in material science across multiple sectors.
The company develops advanced biomaterials and medical sensors widely used across various healthcare sectors, including diagnostic equipment and vital signs monitoring systems. Onyx Medical is dedicated to continuous innovation to enhance patient outcomes.
Onyx Medical provides high-quality materials for personal care products, ensuring superior comfort, safety, and moisture absorption for the infant hygiene market.
We manufacture high-precision medical sensors and control consumables that enhance the reliability and effectiveness of health monitoring systems in critical care.
At the forefront of regenerative medicine and drug delivery systems, introduing innovative products that improve patient care through biocompatibility.
Developing next-generation materials for consumer electronics, offering superior performance and durability for the global electronics market.
Our strategic location in China allows us to leverage world-class logistics and supply chains, offering premium quality at competitive industrial pricing.
Visualizing our commitment to precision and scale.







Guangdong Onyx Medical operates under the guiding principles of "Technological Innovation, Quality First," striving to establish a strong brand presence in the global market. The company places a strong emphasis on quality control while ensuring that its production processes are sustainable.
With a commitment to environmental protection, resource utilization, and social responsibility, Onyx Medical has gained a reputation as a trusted partner in the healthcare, personal care, and electronics industries. Moving forward, we are dedicated to pushing the boundaries of material science, providing innovative and efficient solutions for its customers worldwide.




Combining cost-efficiency with uncompromising medical standards.
Continuous investment in biocompatible materials and regenerative medicine breakthroughs.
60,000 sqm of manufacturing space ensures we can handle high-volume global procurement with ease.
Every product, from self-sealing pouches to Class 6 indicator strips, undergoes rigorous testing in our Class 100,000 cleanrooms to ensure 100% reliability in sterile environments.
Ensuring every medical instrument is protected and verified.