The global demand for heat-sealable packaging has witnessed exponential growth, driven by the stringent hygiene requirements in the healthcare and food sectors. In 2024, the market is shifting toward high-barrier materials that ensure absolute microbial protection. Industrial procurement is no longer just about cost; it is about safety integrity and shelf-life extension.
Modern trends emphasize sustainable heat-sealing films and recyclable paper-based laminates. Automation-ready reels are becoming the standard for hospitals and dental clinics to streamline their sterilization workflows. The integration of chemical indicators directly onto the heat-sealable surface is a key innovation we provide to enhance safety monitoring.
Global enterprises, particularly from Europe and North America, are increasingly seeking OED/ODM partners in China who can offer high-tech manufacturing without compromising on E-E-A-T principles. Buyers prioritize factories with Class 100,000 cleanrooms and multi-layered quality control systems to mitigate risk in surgical and pharmaceutical applications.
Guangdong Onyx Medical Co., Ltd. is a leading national high-tech enterprise specializing in the research, development, production, and supply of advanced materials for the personal care, medical, and electronics industries. Since its establishment, the company has adhered to a core philosophy of innovation and quality, dedicated to providing high-quality products and solutions to customers worldwide. Located in Guangdong, China, the company operates a modern manufacturing facility covering over 60,000 square meters, equipped with three Class 100,000 cleanrooms and more than 30 PLC-controlled automated production lines. This state-of-the-art infrastructure ensures that every production process meets the highest levels of precision and safety, adhering to international standards.
Advanced biomaterials and medical sensors for diagnostic equipment and patient care products, enhancing clinical outcomes.
High-quality components for infant hygiene, ensuring superior comfort, safety, and moisture absorption for global markets.
High-precision medical sensors that improve the reliability of health monitoring systems and medical device technology.
Focusing on biocompatible materials for regenerative medicine and innovative drug delivery systems.
Next-generation materials for consumer electronics, offering superior performance and durability in industrial applications.
Operating under "Technological Innovation, Quality First," prioritizing environmental protection and social responsibility.
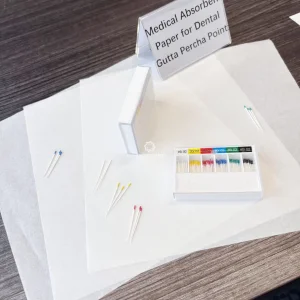
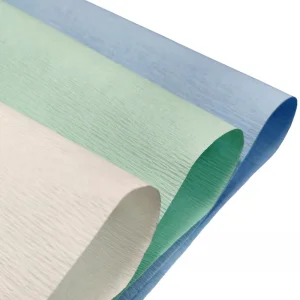
Our heat-sealable packaging options are engineered for diverse environments. In European dental clinics, our self-sealing pouches offer rapid turnaround. In Southeast Asian hospitals, our high-GSM crepe paper withstands high humidity during steam sterilization. We understand that "one size does not fit all," so we customize thickness and barrier properties based on local sterilization protocols (Steam, EO Gas, or Gamma Radiation).
As a China-based factory, we leverage an integrated supply chain to offer unbeatable lead times and competitive pricing without sacrificing the "Medical Grade" standard. Our R&D team continuously tests the "Peel Strength" and "Seal Integrity" of our products, ensuring that when a surgeon opens a pack, it is sterile and free of fiber-shedding. Our 30+ PLC lines mean we can handle bulk orders of millions of units with zero variance in quality.

Medical Sterilization Packaging

Medical Sterilization Tape

Sterilization Monitoring

Medical Detergent Series








Moving forward, Onyx Medical is dedicated to pushing the boundaries of material science. Our heat-sealable solutions are tested under extreme conditions to ensure that the microbial barrier remains intact for up to 5 years. By utilizing medical-grade virgin wood pulp and high-performance polymers, we provide a foundation of trust for hospitals and medical device manufacturers globally. Whether you are looking for jumbo rolls for mass production or customized self-sealing pouches for specialized clinics, our factory provides the reliability and technical expertise required for modern healthcare.