As global healthcare standards rise, the demand for sophisticated packaging solutions in emerging markets has transitioned from a luxury to a necessity. Industrial modernization in Southeast Asia, Latin America, and the Middle East is driving a massive shift toward sterile, high-barrier, and intelligent packaging systems.
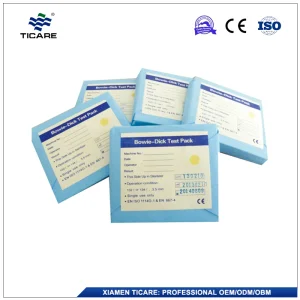
The global medical packaging market is projected to grow at a CAGR of 6.5%, with emerging markets contributing over 40% of this growth. Companies are increasingly looking for high-reliability sterilization monitors like the Bowie-Dick test packs to ensure hospital safety compliance in developing nations.
Eco-friendly materials, such as Tyvek sterilization rolls and biodegradable crepe paper, are becoming the standard. Corporate Social Responsibility (CSR) and environmental regulations are forcing manufacturers to innovate with materials that offer high protection without long-term ecological impact.
With global logistics becoming more volatile, procurement heads prioritize manufacturers with massive production scales and direct export capabilities. Factories like Guangdong Onyx Medical provide the necessary stability through vertical integration and automated production.
Guangdong Onyx Medical Co., Ltd. is a leading national high-tech enterprise specializing in the research, development, production, and supply of advanced materials for the personal care, medical, and electronics industries.
Since its establishment, the company has adhered to a core philosophy of innovation and quality, dedicated to providing high-quality products and solutions to customers worldwide. Located in Guangdong, China, the company operates a modern manufacturing facility covering over 60,000 square meters.
Our infrastructure is designed for excellence, featuring three Class 100,000 cleanrooms and more than 30 PLC-controlled automated production lines. This state-of-the-art setup ensures every production process meets the highest levels of precision and safety, strictly adhering to international standards such as ISO and CE.

SQM Facility
Automated PLC Lines
Cleanroom Grade
Certified Quality
Onyx Medical is structured into multiple specialized divisions, each committed to addressing the unique needs of global markets.
Developing advanced biomaterials and medical sensors widely used in diagnostic equipment, vital signs monitoring systems, and patient care products. Continuous innovation is our driver for enhanced patient outcomes.
Providing high-quality materials for personal care products, specifically infant diapers and hygiene products. We focus on superior comfort, moisture absorption, and safety for global hygiene brands.
Manufacturing high-precision sensors and control consumables for critical medical devices. These products enhance the reliability of health monitoring systems and surgical equipment.
Leading R&D in biocompatible materials with a focus on regenerative medicine and drug delivery systems. Introducing breakthroughs that improve therapeutic precision.
Focusing on next-generation electronic materials for consumer and industrial applications, offering superior performance and durability in the evolving global electronics market.








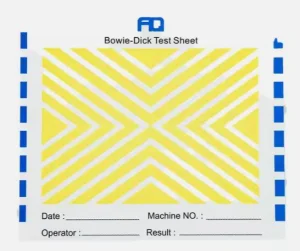
In the medical field, error is not an option. Our Steam Indicator Tapes and Bowie-Dick Packs provide clear, irreversible color changes that confirm sterilization success, crucial for CSSD (Central Sterile Supply Department) operations worldwide.
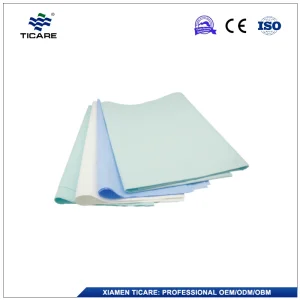
Whether it's the 40x40cm Crepe Paper for surgical instrument wrapping or specialized Rubber U-Type Seal Strips for distribution cabinets, we understand the localized application scenarios in both hospital and industrial environments.
As a China-based manufacturer, we offer a unique blend of cost-efficiency and high-tech output. Our scale allows us to buffer against market price fluctuations, providing stable pricing for long-term contract exporters.
Guangdong Onyx Medical operates under the guiding principles of "Technological Innovation, Quality First," striving to establish a strong brand presence in the global market. The company places a strong emphasis on quality control while ensuring that its production processes are sustainable.
With a commitment to environmental protection, resource utilization, and social responsibility, Onyx Medical has gained a reputation as a trusted partner in the healthcare, personal care, and electronics industries.