The global dissolvable packaging market is undergoing a seismic shift. Driven by stringent environmental regulations and a collective corporate push toward ESG (Environmental, Social, and Governance) goals, water-soluble films (primarily PVA/PVOH) and biodegradable substrates are replacing traditional plastics in industries ranging from agriculture and detergents to high-end medical care.
Chemical and agricultural giants now utilize dissolvable pods to prevent direct skin contact with hazardous substances, ensuring worker safety and precise dosing.
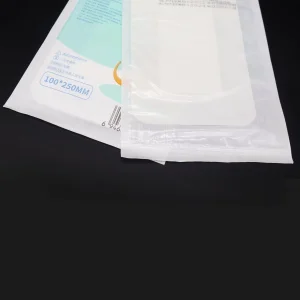
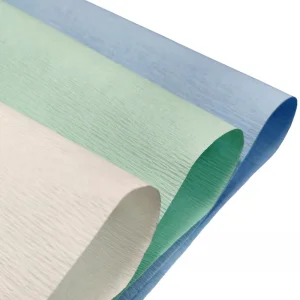
In the medical sector, water-soluble laundry bags and sterilization-ready dissolvable wraps are becoming standard for infection control in Tier-1 hospitals worldwide.
With the "Plastic Ban" expanding globally, zero-waste packaging for cosmetics and household items is no longer a niche—it is a market requirement.
The undisputed global leader in water-soluble film technology. Their Vivos® and laundry pod films set the industry benchmark for solubility and strength.
A high-tech pioneer specializing in medical-grade sterilization materials and advanced biomaterials. With 60,000 sqm of manufacturing space, Onyx provides critical infrastructure for sterile dissolvable-compatible packaging.
Supplying high-performance PVOH films for specialized industrial applications, including electronics and agricultural chemical delivery.
Innovators of Hydropol™, a highly functional, water-soluble, and biodegradable polymer that provides a circular economy solution for packaging.
A key player in the production of Watersol™ films, catering to the pharmaceutical and detergent industries with eco-friendly alternatives.
Focuses on high-quality PVA films for laundry bags and chemical packaging, known for precise dissolution temperatures.
A leader in VpCI® (Vapor phase Corrosion Inhibitor) dissolvable films, protecting metal parts during shipping without creating plastic waste.
Specializing in seaweed-based dissolvable and compostable packaging, pushing the boundaries of organic material science.
Expanding rapidly into the bio-based film market, offering cost-effective dissolvable solutions for global retail chains.
Known for their unique milk protein-based plastic-free material that is fully water-soluble and edible, targeting the food and detergent markets.
Guangdong Onyx Medical Co., Ltd. is a leading national high-tech enterprise specializing in the research, development, production, and supply of advanced materials for the personal care, medical, and electronics industries. Since its establishment, the company has adhered to a core philosophy of innovation and quality, dedicated to providing high-quality products and solutions to customers worldwide.

Located in Guangdong, China, the company operates a modern manufacturing facility covering over 60,000 square meters, equipped with three Class 100,000 cleanrooms and more than 30 PLC-controlled automated production lines. This state-of-the-art infrastructure ensures that every production process meets the highest levels of precision and safety, adhering to international standards.
Onyx Medical develops advanced biomaterials and medical sensors widely used across diagnostic equipment and vital signs monitoring systems, enhancing patient outcomes through continuous innovation.

High-precision medical sensors and control consumables that improve the reliability of health monitoring systems.
At the forefront of regenerative medicine and drug delivery systems, driving breakthroughs in biocompatible material science.

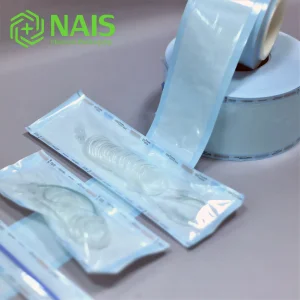
Essential for ensuring clinical safety, our tape series provides clear chemical indication for autoclave processes.
Supplying superior comfort, safety, and moisture absorption materials for infant hygiene markets globally.
Developing next-generation materials for consumer electronics, offering superior performance and durability in high-demand environments.
As a leading Chinese manufacturer, Guangdong Onyx Medical offers a unique blend of massive scale, technological precision, and cost-efficiency that is difficult to match in Western markets. Global procurement teams seek partners who can bridge the gap between "Green Innovation" and "Industrial Stability."
Our 60,000 sqm facility and 30+ automated lines allow for high-volume production with short lead times, meeting the rapid procurement cycles of global distributors.
Adhering to "Quality First," we utilize PLC-controlled systems to ensure every sterilization pouch and dissolvable substrate meets international medical standards.
By integrating R&D and manufacturing in Guangdong—the world’s industrial heart—we offer competitive pricing without compromising the technical integrity of our materials.
Guangdong Onyx Medical operates under the guiding principles of "Technological Innovation, Quality First," striving to establish a strong brand presence in the global market. With a commitment to environmental protection, resource utilization, and social responsibility, Onyx Medical has gained a reputation as a trusted partner in the healthcare, personal care, and electronics industries.
 Automated Packaging Line
Automated Packaging Line Medical Coating Process
Medical Coating Process Cleanroom Inspection
Cleanroom Inspection Material Testing Lab
Material Testing Lab Precision Slitting
Precision Slitting R&D Innovation Hub
R&D Innovation Hub Warehouse Logistics
Warehouse Logistics Quality Assurance
Quality Assurance