Engineered to comply with ISO 11607 and EN 868 standards, guaranteeing microbial barrier performance and processing accuracy.


In modern healthcare delivery, the integrity of a Sterile Barrier System (SBS) is paramount. Under the stringent regulations of EN 868 and ISO 11607, a custom sterilization pouch is not merely a container; it is an active microbial barrier that must permit the passage of sterilization agents while blocking contaminants until the point of clinical use. This document outlines the critical role of material substrates, structural dynamics, and manufacturing compliance.
Medical packaging must balance two conflicting physical traits: gas/steam permeability and microbial impermeability. For Steam (Autoclave), Ethylene Oxide (EtO), and Vaporized Hydrogen Peroxide (VHP) cycles to achieve complete sterility assurance levels (SAL 10-6), the substrate must allow free molecular circulation. However, the same pores must exclude viruses, bacteria, and spores once the cycle ends.
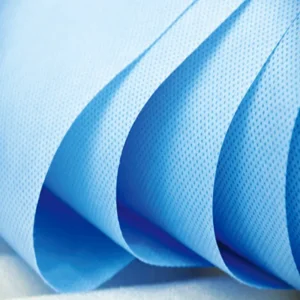
We address this optimization challenge by combining top-tier materials: DuPont Tyvek® (for VHP and low-temperature processes) and heavy-duty, medical-grade paper (60g/m² to 70g/m²) matched with multi-layer co-extruded films (PET/PP or PET/PE). These components provide robust puncture resistance, clean fiber-free peeling during clinical presentation, and flawless seal integrity.
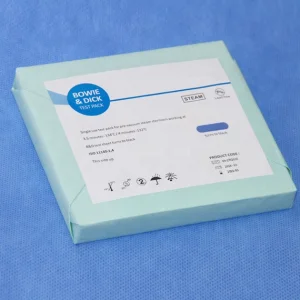
A vital component of sterilization monitoring is the integrated chemical indicator. Type 1 indicators (as defined by ISO 11140-1) are printed directly onto our pouches. The ink changes color when exposed to specific conditions—such as heat, steam, or EtO gas. This color change provides immediate visual verification to medical staff that the pack has been through the sterilization cycle, preventing the mix-up of processed and unprocessed instruments.
"To ensure total patient safety, our chemical indicator formulations are completely heavy-metal free and non-toxic, leaving no residues on packaged instruments or the environment."
A premier national high-tech enterprise specializing in R&D, manufacturing, and global supply of advanced medical, personal care, and electronics packaging materials.
Guangdong Onyx Medical operates under the guiding principles of "Technological Innovation, Quality First," striving to establish a strong brand presence in the global market. The company places a strong emphasis on quality control while ensuring that its production processes are sustainable. With a commitment to environmental protection, resource utilization, and social responsibility, Onyx Medical has gained a reputation as a trusted partner in the healthcare, personal care, and electronics industries. The company’s advanced research and development capabilities, coupled with its efficient production systems, continue to drive it forward as a key player in these sectors. Moving forward, Onyx Medical is dedicated to pushing the boundaries of material science, providing innovative and efficient solutions for its customers worldwide.

Medical Sterilization Tape Series

Medical Sterilization Monitoring Series

Medical Detergent Series
Guangdong Onyx Medical is structured into multiple specialized divisions, each committed to addressing the unique needs of its respective industries.
The company develops advanced biomaterials and medical sensors widely used across various healthcare sectors, including diagnostic equipment, vital signs monitoring systems, and patient care products. Onyx Medical is dedicated to continuous innovation to enhance patient outcomes and improve the quality of care.
Onyx Medical provides high-quality materials for personal care products, particularly in the infant diaper and hygiene product markets. The company ensures that its products offer superior comfort, safety, and moisture absorption, catering to the growing demand in global markets.
Onyx Medical manufactures high-precision medical sensors and control consumables that are widely used in critical medical devices. These products enhance the reliability and effectiveness of health monitoring systems, providing safer and more efficient technology support for the healthcare industry.
The company is at the forefront of research and development in biocompatible materials, with a particular focus on regenerative medicine and drug delivery systems. Onyx Medical is committed to driving breakthroughs in materials science, continuously introducing innovative products that improve patient care.
Onyx Medical also focuses on the development of next-generation electronic materials for use in consumer electronics and industrial applications. These materials are designed to offer superior performance and durability, meeting the growing demands of the global electronics market.
The sterile packaging sector is undergoing a massive transformation. Historically, reliability and security overrode environmental concerns. Today, global supply chains demand a dual focus: non-negotiable sterile integrity combined with sustainable materials. We are at the forefront of developing recyclable co-extruded structures and reduced-weight medical papers that lower the carbon footprint of sterilization processes without compromising barrier integrity.
Operating from Guangdong, the economic and manufacturing heart of Southern China, Onyx Medical leverages a robust industrial cluster. This localized concentration of raw material refinement, chemical testing laboratories, and deep-water shipping lanes translates to unparalleled lead-time predictability for global partners.
By utilizing automated PLC systems across our 30+ production lines, we eliminate manual handling risks, keeping unit costs highly competitive. The Class 100,000 cleanrooms are monitored 24/7 for airborne particulate levels, temperature, and humidity, assuring that every batch of sterilization pouches starts with an ultra-clean bioburden profile.
"Guangdong Onyx Medical guarantees end-to-end traceablity for all wholesale orders. Every batch of custom sterilization pouches is accompanied by a Certificate of Analysis (COA) detailing physical performance under extreme heat and gas conditions."

Advanced Pouch Extrusion Line

High-Speed Slitting Equipment

Automated Bag-Making Process

Precision Printing System

Class 100K Cleanroom Packaging Area
Common inquiries from clinical directors, quality assurance teams, and wholesale distributors answered by our R&D specialists.
We perform rigorous validation testing including seal strength test (ASTM F88), dye penetration test for leak identification (ASTM F1929), and microbial barrier testing (DIN 58953-6). All physical parameters are recorded for each batch to guarantee total compliance.
Generally, the sterility of the pack is event-related rather than time-related. However, under correct storage conditions (controlled temperature, clean, and dry space), our high-performance barrier pouches can maintain a sterile barrier for up to 3 to 5 years.
Yes. We specialize in OEM/ODM production. We can customize the dimensions of flat pouches, gusseted pouches, or reels. We also offer custom printing for private labels using water-based, non-toxic inks with indicator properties.
They contain heat-sensitive chemical complexes that undergo structural changes when exposed to steam (temperature + moisture + time). For Bowie-Dick packs, they detect whether air removal from pre-vacuum autoclaves was successful, ensuring sterilization steam penetrates all folds.
Tyvek® is made of high-density polyethylene fibers, offering exceptional tear strength and moisture resistance, ideal for VHP (plasma) sterilization. Medical Paper is suited for standard steam autoclave or EtO cycles, offering cost-effective and reliable performance.
Full range of medical indicators, sterilization rolls, and protective consumables from Guangdong Onyx Medical.