The compounding pharmacy industry is undergoing a massive transformation worldwide. As personalized medicine becomes the gold standard for patient care, the demand for specialized compounding pharmacy packaging has skyrocketed. Unlike traditional pharmaceutical manufacturing, compounding requires packaging that can accommodate unique formulations, varying dosages, and sensitive chemical compositions while maintaining absolute sterility.
Global healthcare is shifting toward tailored treatments, increasing the need for small-batch, high-integrity packaging solutions that protect customized medications from degradation.
Strict adherence to USP <795>, <797>, and <800> standards in the US, and similar EMA guidelines in Europe, is driving pharmacies to source only certified medical-grade packaging.
Advanced materials are now required to prevent leaching, ensure UV protection for light-sensitive compounds, and provide tamper-evident security for patient safety.
As a leading Compounding Pharmacy Packaging Factory, we stay at the forefront of innovation. The industry is moving beyond simple containment toward "Smart Packaging" and "Sustainable Solutions."
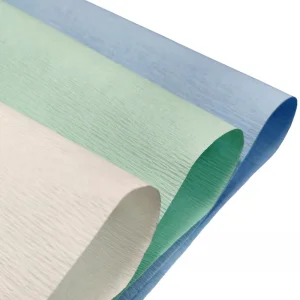
There is a significant push for biodegradable and recyclable medical-grade papers and films. Our research into virgin wood pulp crepe papers and recyclable Tyvek alternatives reflects this global shift toward a circular healthcare economy.
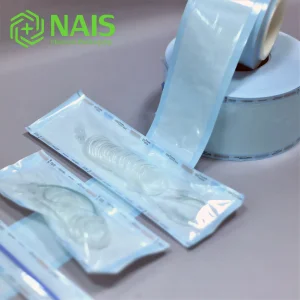
Modern pharmacies are adopting robotic dispensing systems. Packaging must now be designed with precise dimensions and high-strength seals to withstand automated handling without compromising the sterile barrier.
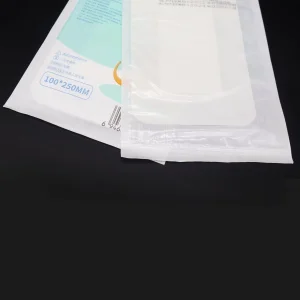
The development of multi-layer films provides superior resistance to moisture and oxygen, extending the shelf life of compounded sterile preparations (CSPs) which often lack the preservatives found in mass-produced drugs.
QR codes and RFID tags are being integrated into packaging for real-time tracking, dosage instructions, and anti-counterfeiting measures, ensuring the right patient gets the right medication.
Guangdong Onyx Medical Co., Ltd. is a leading national high-tech enterprise specializing in the research, development, production, and supply of advanced materials for the personal care, medical, and electronics industries. Since its establishment, the company has adhered to a core philosophy of innovation and quality, dedicated to providing high-quality products and solutions to customers worldwide.
Located in Guangdong, China, the company operates a modern manufacturing facility covering over 60,000 square meters, equipped with three Class 100,000 cleanrooms and more than 30 PLC-controlled automated production lines. This state-of-the-art infrastructure ensures that every production process meets the highest levels of precision and safety, adhering to international standards.




The company develops advanced biomaterials and medical sensors widely used across various healthcare sectors, including diagnostic equipment, vital signs monitoring systems, and patient care products. Onyx Medical is dedicated to continuous innovation to enhance patient outcomes.
Onyx Medical provides high-quality materials for personal care products, particularly in the infant diaper and hygiene product markets. We ensure superior comfort, safety, and moisture absorption.
We manufacture high-precision medical sensors and control consumables used in critical medical devices, providing safer and more efficient technology support for the healthcare industry.
At the forefront of research in biocompatible materials, focusing on regenerative medicine and drug delivery systems to drive breakthroughs in materials science.
Developing next-generation electronic materials for consumer electronics and industrial applications, offering superior performance and durability.
Procurement managers from North America, Europe, and the Middle East face the challenge of balancing cost with uncompromising quality. As a premier Compounding Pharmacy Packaging Exporter, Guangdong Onyx Medical offers a unique value proposition.
By leveraging China's robust industrial ecosystem, we ensure a steady supply of raw materials like medical-grade paper, Tyvek, and high-barrier films, even during global market fluctuations. This allows us to offer shorter lead times compared to local Western manufacturers.
Our 30+ PLC-controlled automated production lines reduce labor costs and human error. These savings are passed directly to our clients, allowing hospitals and clinics to maintain high standards of care while optimizing their operational budgets.
Our expertise is backed by Class 100,000 cleanrooms. Every batch of sterilization pouches and indicator tapes undergoes rigorous testing to ensure they meet ISO and CE standards. We don't just sell products; we provide documented reliability that pharmacy directors can trust.








Our packaging solutions are utilized across diverse environments, each with specific requirements:
Guangdong Onyx Medical operates under the guiding principles of "Technological Innovation, Quality First," striving to establish a strong brand presence in the global market. With a commitment to environmental protection, resource utilization, and social responsibility, Onyx Medical has gained a reputation as a trusted partner in the healthcare, personal care, and electronics industries.