Ensuring the highest standards of safety and hygiene for global industries.
The global demand for Cleanroom Standards Materials has witnessed an unprecedented surge, driven by the rapid expansion of the semiconductor, biotechnology, and pharmaceutical sectors. As industries move toward nanometer-scale precision and ultra-pure environments, the role of high-quality consumables—ranging from sterilization monitoring packs to high-precision seal strips—becomes critical.
In the modern industrial era, a "Cleanroom" is no longer just a room; it is a controlled ecosystem where every particle counts. International standards such as ISO 14644 and GMP (Good Manufacturing Practice) dictate the necessity for materials that prevent contamination, resist chemical degradation, and ensure the absolute sterility of medical instruments.
A National High-Tech Leader in Advanced Material Science
Guangdong Onyx Medical Co., Ltd. is a leading national high-tech enterprise specializing in the research, development, production, and supply of advanced materials for the personal care, medical, and electronics industries. Since its establishment, the company has adhered to a core philosophy of innovation and quality, dedicated to providing high-quality products and solutions to customers worldwide.
Located in Guangdong, China, the company operates a modern manufacturing facility covering over 60,000 square meters, equipped with three Class 100,000 cleanrooms and more than 30 PLC-controlled automated production lines. This state-of-the-art infrastructure ensures that every production process meets the highest levels of precision and safety, adhering to international standards.
Addressing unique industrial needs with targeted material expertise.
The company develops advanced biomaterials and medical sensors widely used across various healthcare sectors, including diagnostic equipment, vital signs monitoring systems, and patient care products. Onyx Medical is dedicated to continuous innovation to enhance patient outcomes and improve the quality of care.
Onyx Medical provides high-quality materials for personal care products, particularly in the infant diaper and hygiene product markets. The company ensures that its products offer superior comfort, safety, and moisture absorption, catering to the growing demand in global markets.
Onyx Medical manufactures high-precision medical sensors and control consumables that are widely used in critical medical devices. These products enhance the reliability and effectiveness of health monitoring systems, providing safer and more efficient technology support for the healthcare industry.
The company is at the forefront of research and development in biocompatible materials, with a particular focus on regenerative medicine and drug delivery systems. Onyx Medical is committed to driving breakthroughs in materials science, continuously introducing innovative products that improve patient care.
Onyx Medical also focuses on the development of next-generation electronic materials for use in consumer electronics and industrial applications. These materials are designed to offer superior performance and durability, meeting the growing demands of the global electronics market.
Our materials are engineered for diverse environments:
Procurement officers from Europe, North America, and Southeast Asia prioritize Onyx Medical for three reasons:

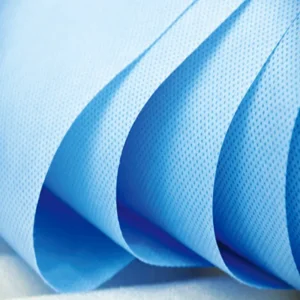
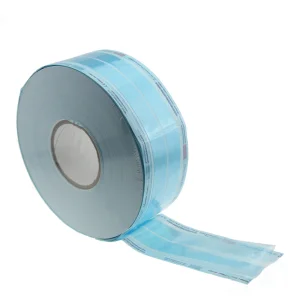
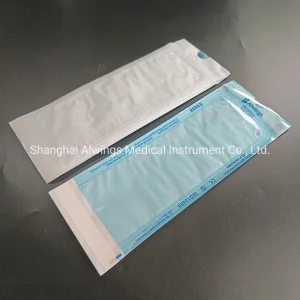
Sterilization Packaging Series

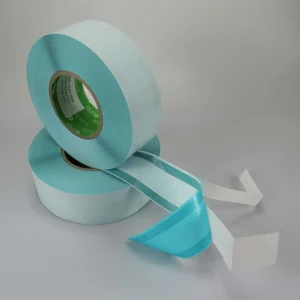
Sterilization Tape Series

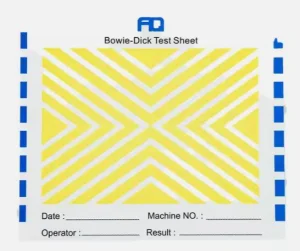
Monitoring Series

Medical Detergent Series

Automated Production Line

Quality Control Center

Cleanroom Environment

Packaging & Logistics
Guangdong Onyx Medical operates under the guiding principles of "Technological Innovation, Quality First," striving to establish a strong brand presence in the global market. The company places a strong emphasis on quality control while ensuring that its production processes are sustainable. With a commitment to environmental protection, resource utilization, and social responsibility, Onyx Medical has gained a reputation as a trusted partner in the healthcare, personal care, and electronics industries.
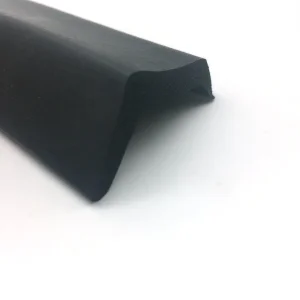
The company’s advanced research and development capabilities, coupled with its efficient production systems, continue to drive it forward as a key player in these sectors. Moving forward, Onyx Medical is dedicated to pushing the boundaries of material science, providing innovative and efficient solutions for its customers worldwide. Whether you are looking for medical grade packing paper, hydrogen peroxide plasma sterilizers, or industrial seal strips, our facility in China is equipped to deliver excellence.