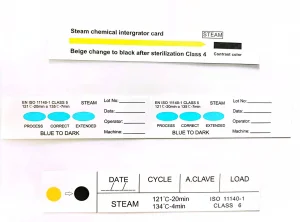
High-precision chemical indicators for steam, H2O2 plasma, and autoclave processes.
The global market for Chemical Indicator Labels is currently undergoing a significant transformation driven by the increasing stringency of healthcare regulations and the growing awareness of sterilization efficacy in both medical and industrial sectors. As essential components of infection control, these indicators are used to verify that sterilization conditions—such as temperature, time, and steam penetration—have been met. The market is projected to grow substantially as healthcare facilities worldwide adopt more rigorous Quality Assurance (QA) protocols.
In today's industrial landscape, the demand for Class 4, 5, and 6 indicators is surging. Unlike basic Class 1 process indicators, Class 5 Integrating Indicators and Class 6 Emulating Indicators provide a higher level of security by reacting to all critical parameters of the sterilization cycle. This shift reflects a global trend toward Patient Safety First, where the objective is to eliminate any risk of healthcare-associated infections (HAIs).
The industry is moving toward "Smart Monitoring." Modern chemical indicator labels are now being integrated with digital tracking systems (RFID or Data Matrix codes) to provide a digital audit trail. Furthermore, eco-friendly, lead-free, and non-toxic ink formulations are becoming the industry standard to comply with environmental regulations like REACH and RoHS.
International buyers, from large hospital groups in Europe to medical device distributors in North America, are increasingly seeking long-term partnerships with factories that offer consistent quality, regulatory compliance (ISO 11140-1), and scalable production. Customization (OEM/ODM) is a key requirement for localized markets.
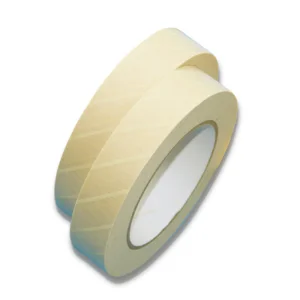
Application scenarios vary from high-volume CSSD (Central Sterile Supply Departments) in large hospitals to private dental clinics and laboratory research facilities. Each scenario requires specific indicators, such as Type 1 tapes for external packaging or Type 5 strips for internal load monitoring.
A National High-Tech Enterprise Leading in Advanced Material Science
Guangdong Onyx Medical Co., Ltd. is a leading national high-tech enterprise specializing in the research, development, production, and supply of advanced materials for the personal care, medical, and electronics industries. Since its establishment, the company has adhered to a core philosophy of innovation and quality, dedicated to providing high-quality products and solutions to customers worldwide. Located in Guangdong, China, the company operates a modern manufacturing facility covering over 60,000 square meters, equipped with three Class 100,000 cleanrooms and more than 30 PLC-controlled automated production lines. This state-of-the-art infrastructure ensures that every production process meets the highest levels of precision and safety, adhering to international standards.




The company develops advanced biomaterials and medical sensors widely used across various healthcare sectors, including diagnostic equipment, vital signs monitoring systems, and patient care products. Onyx Medical is dedicated to continuous innovation to enhance patient outcomes and improve the quality of care.
Onyx Medical manufactures high-precision medical sensors and control consumables that are widely used in critical medical devices. These products enhance the reliability and effectiveness of health monitoring systems, providing safer and more efficient technology support for the healthcare industry.
The company is at the forefront of research and development in biocompatible materials, with a particular focus on regenerative medicine and drug delivery systems. Onyx Medical is committed to driving breakthroughs in materials science, continuously introducing innovative products that improve patient care.
Onyx Medical provides high-quality materials for personal care products, particularly in the infant diaper and hygiene product markets. The company ensures that its products offer superior comfort, safety, and moisture absorption, catering to the growing demand in global markets.
Onyx Medical also focuses on the development of next-generation electronic materials for use in consumer electronics and industrial applications. These materials are designed to offer superior performance and durability, meeting the growing demands of the global electronics market.
Guangdong Onyx Medical operates under the guiding principles of "Technological Innovation, Quality First," striving to establish a strong brand presence in the global market. The company places a strong emphasis on quality control while ensuring that its production processes are sustainable. With a commitment to environmental protection, resource utilization, and social responsibility, Onyx Medical has gained a reputation as a trusted partner in the healthcare, personal care, and electronics industries.
Our competitive edge lies in our fully integrated supply chain and R&D capabilities. By controlling every step from chemical formulation to final packaging, we guarantee that our chemical indicator labels meet the rigorous precision required for medical sterilization. Moving forward, Onyx Medical is dedicated to pushing the boundaries of material science, providing innovative and efficient solutions for its customers worldwide.




Ensuring absolute compliance with international sterilization standards.
The chemical indicator labels market is not just about medical compliance; it's about technological precision. As Guangdong Onyx Medical expands its global footprint, we remain committed to eco-friendly manufacturing. Our production lines use energy-efficient PLC systems that reduce waste during the coating and cutting of indicator tapes and strips. By choosing Onyx as your factory supplier, you are choosing a partner that values both human health and environmental integrity. Our ongoing research into new biomaterials and medical sensors will continue to yield next-generation indicators that provide even faster, more accurate results for clinics and hospitals worldwide.