The global shift towards sustainability has fundamentally transformed the commercial and industrial cleaning sector. "Chemical-free" cleaning agents no longer represent a niche market; they are the cornerstone of a multi-billion dollar industry driven by ESG (Environmental, Social, and Governance) mandates. In healthcare, this translates to the use of biocompatible detergents and physical sterilization barriers that eliminate the need for harsh toxic residuals. As a leading exporter, Guangdong Onyx Medical Co., Ltd. recognizes that global markets—particularly in Europe and North America—are enforcing stricter regulations on volatile organic compounds (VOCs) and chemical runoff.
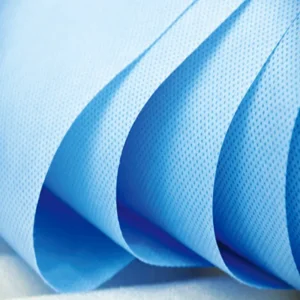
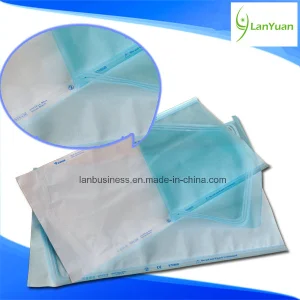
Modern medical facilities are prioritizing "Green CSSDs" (Central Sterile Services Departments), where the focus is on achieving absolute sterility without compromising the health of the staff or the integrity of surgical instruments. This demand has fueled the development of high-tech non-wovens like SMS and SMMS wraps, which act as physical microbial barriers, reducing the reliance on chemical-heavy packaging alternatives.
Transition from petroleum-based detergents to enzymatic, pH-neutral, and bio-based cleaning solutions that offer 99.9% efficacy without toxic fumes.
International GPOs (Group Purchasing Organizations) are now requiring ISO 13485 and CE certifications for all cleaning and sterilization consumables.
From surgical theaters in London to dental clinics in Sydney, chemical-free sterilization indicators and wraps are essential for patient safety.
Guangdong Onyx Medical Co., Ltd. is a leading national high-tech enterprise specializing in the research, development, production, and supply of advanced materials for the personal care, medical, and electronics industries. Since its establishment, the company has adhered to a core philosophy of innovation and quality, dedicated to providing high-quality products and solutions to customers worldwide. Located in Guangdong, China, the company operates a modern manufacturing facility covering over 60,000 square meters, equipped with three Class 100,000 cleanrooms and more than 30 PLC-controlled automated production lines. This state-of-the-art infrastructure ensures that every production process meets the highest levels of precision and safety, adhering to international standards.
We develop advanced biomaterials and medical sensors used in diagnostic equipment and vital signs monitoring systems, enhancing patient care quality.
Providing high-quality materials for personal care, ensuring superior comfort, safety, and moisture absorption for infants globally.
Manufacturing high-precision control consumables that enhance the reliability and effectiveness of health monitoring systems.
At the forefront of research in biocompatible materials for regenerative medicine and innovative drug delivery systems.
Developing next-generation electronic materials designed for superior performance and durability in the global consumer market.
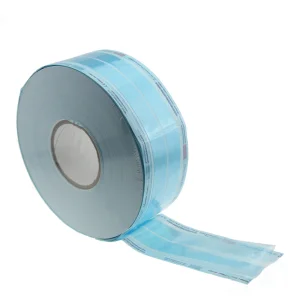
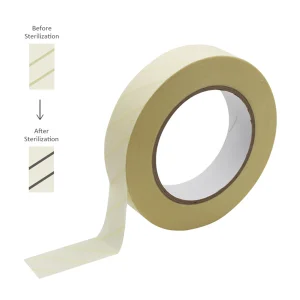
Leading the industry in chemical indicators and lead-free steam tapes that ensure the safety of medical environments.
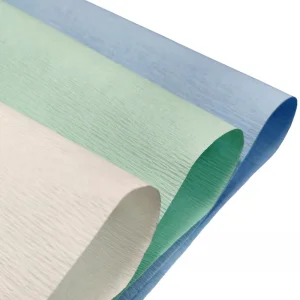
As a Tier-1 Chinese manufacturer, Guangdong Onyx Medical offers unparalleled advantages in the chemical-free cleaning and sterilization supply chain. Our vertical integration allows us to control quality from raw wood pulp (for crepe paper) to the final finished indicator tape. By leveraging China's advanced industrial ecosystem, we provide cost-effective solutions without compromising on the stringent requirements of the medical field.
Guangdong Onyx Medical operates under the guiding principles of "Technological Innovation, Quality First," striving to establish a strong brand presence in the global market. The company places a strong emphasis on quality control while ensuring that its production processes are sustainable. With a commitment to environmental protection, resource utilization, and social responsibility, Onyx Medical has gained a reputation as a trusted partner.






Moving forward, Onyx Medical is dedicated to pushing the boundaries of material science, providing innovative and efficient solutions for its customers worldwide. We are currently exploring AI-integrated monitoring systems and biodegradable sterilization wraps to further reduce the ecological footprint of the healthcare industry. Our commitment to being a top chemical-free cleaning agent supplier is backed by decades of expertise and a passion for human health and safety.