Guangdong Onyx Medical Co., Ltd. is a leading national high-tech enterprise specializing in the research, development, production, and supply of advanced materials for the personal care, medical, and electronics industries. Since its establishment, the company has adhered to a core philosophy of innovation and quality, dedicated to providing high-quality products and solutions to customers worldwide.
Located in Guangdong, China, the company operates a modern manufacturing facility covering over 60,000 square meters, equipped with three Class 100,000 cleanrooms and more than 30 PLC-controlled automated production lines. This state-of-the-art infrastructure ensures that every production process meets the highest levels of precision and safety, adhering to international standards.
Sqm Factory Area
PLC Auto Lines
The global medical diagnostic market is witnessing an unprecedented surge, driving the demand for specialized Blood Collection Packaging Solutions.
With the rise of chronic diseases and the aging population, the frequency of clinical blood tests has spiked. This has created a massive demand for sterile, reliable packaging that ensures sample integrity from the point of collection to the laboratory.
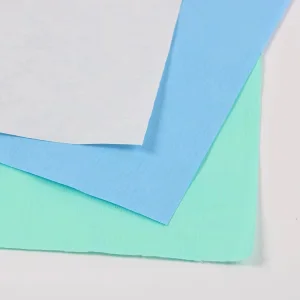
Modern blood collection packaging is no longer just about containment. It involves intelligent sterilization indicators and high-barrier materials like Tyvek® to prevent contamination, ensuring that samples remain viable for high-precision molecular diagnostics.
There is a significant industry shift toward eco-friendly medical materials. Factories are now focusing on recyclable medical-grade papers and biodegradable films without compromising the strict safety protocols required for medical sterilization.

The company develops advanced biomaterials and medical sensors widely used across various healthcare sectors, including diagnostic equipment, vital signs monitoring systems, and patient care products.

Providing high-precision medical sensors and control consumables that enhance the reliability and effectiveness of health monitoring systems, providing safer technology support.

At the forefront of research in biocompatible materials for regenerative medicine and next-generation electronic materials for consumer and industrial applications.
Guangdong Onyx Medical is structured into multiple specialized divisions, each committed to addressing the unique needs of its respective industries:
We provide full customization for blood collection packaging, including size, material thickness, and custom branding, catering to the specific needs of diagnostic labs worldwide.
Our operations are based on "Technological Innovation, Quality First." With Class 100,000 cleanrooms, we meet the rigorous standards of international medical authorities.
Located in Guangdong, the heart of China’s manufacturing hub, we benefit from a robust supply chain and world-class logistics for rapid global exportation.
By leveraging 30+ automated PLC production lines, we minimize manual errors and optimize production costs, passing the savings to our global procurement partners.
 Automated Production
Automated Production Cleanroom Packaging
Cleanroom Packaging Quality Inspection
Quality Inspection R&D Laboratory
R&D Laboratory Global Export Logistics
Global Export Logistics Advanced Materials
Advanced Materials Medical Sensors
Medical Sensors Electronic Precision
Electronic PrecisionGuangdong Onyx Medical operates under the guiding principles of "Technological Innovation, Quality First," striving to establish a strong brand presence in the global market. The company places a strong emphasis on quality control while ensuring that its production processes are sustainable. With a commitment to environmental protection, resource utilization, and social responsibility, Onyx Medical has gained a reputation as a trusted partner in the healthcare, personal care, and electronics industries.
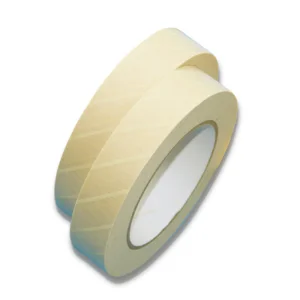
In hospital settings, the speed and accuracy of sterilization indicators are vital. Our indicator tapes and Bowie-Dick test packs are used daily to ensure that surgical instruments and blood collection sets are properly decontaminated.
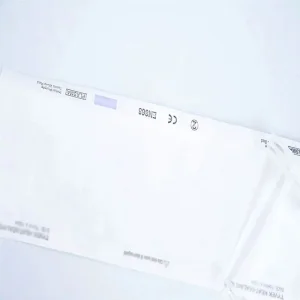
Global manufacturers of vacuum blood collection tubes require high-quality secondary packaging. Our Tyvek rolls and sterilization pouches provide the perfect barrier for transport and long-term storage.
With the rise of cold-chain logistics, packaging that can withstand temperature fluctuations while maintaining sterility is essential. Our advanced biomaterials are designed for these challenging environments.