Establishing New Standards in Medical Material Science
Guangdong Onyx Medical Co., Ltd. is a leading national high-tech enterprise specializing in the research, development, production, and supply of advanced materials for the personal care, medical, and electronics industries. Since its establishment, the company has adhered to a core philosophy of innovation and quality, dedicated to providing high-quality products and solutions to customers worldwide. Located in Guangdong, China, the company operates a modern manufacturing facility covering over 60,000 square meters, equipped with three Class 100,000 cleanrooms and more than 30 PLC-controlled automated production lines. This state-of-the-art infrastructure ensures that every production process meets the highest levels of precision and safety, adhering to international standards.
Guangdong Onyx Medical operates under the guiding principles of "Technological Innovation, Quality First," striving to establish a strong brand presence in the global market. The company places a strong emphasis on quality control while ensuring that its production processes are sustainable. With a commitment to environmental protection, resource utilization, and social responsibility, Onyx Medical has gained a reputation as a trusted partner in the healthcare, personal care, and electronics industries. The company’s advanced research and development capabilities, coupled with its efficient production systems, continue to drive it forward as a key player in these sectors.
The Future of Sterilization Assurance
The industry is shifting from traditional 48-hour incubation to rapid readout systems (1h, 3h). This allows healthcare facilities to release sterilized loads faster, increasing surgical turnover and patient safety.
Global standards like ISO 11138 and FDA 510(k) are becoming more stringent. As a Chinese manufacturer, Onyx Medical ensures all biological indicator systems meet these rigorous benchmarks for global export.
There is a growing demand for indicators that cover diverse sterilization methods, including Steam (Moist Heat), EO (Ethylene Oxide), Plasma (H2O2), and Dry Heat sterilization.
In the current industrial context, Biological Indicator (BI) systems represent the gold standard for sterilization validation. Unlike chemical indicators that only show a process occurred, BIs use resistant spores (like Geobacillus stearothermophilus for steam) to prove the actual kill of microorganisms. The global market is expanding rapidly due to the rising number of surgical procedures and the increasing focus on preventing Hospital-Acquired Infections (HAIs).
Diverse Expertise, Unified Excellence
Advanced biomaterials and medical sensors for diagnostic equipment and patient monitoring systems.
High-quality hygiene materials focusing on comfort, safety, and moisture absorption for the infant care market.
High-precision control consumables that enhance the reliability of critical medical devices.
Focused on regenerative medicine and drug delivery systems, driving breakthroughs in material science.
Next-generation electronic materials designed for superior durability in consumer and industrial electronics.
As a premier China Biological Indicator Systems manufacturer, Onyx Medical offers distinct advantages:
 Sterilization Packaging
Sterilization Packaging
 Sterilization Tape
Sterilization Tape
 Monitoring Series
Monitoring Series
 Detergent Series
Detergent Series






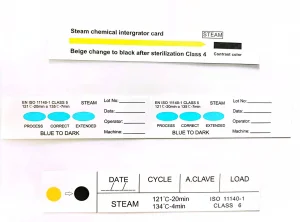
At the heart of every successful sterilization process is a reliable monitoring system. As a China Biological Indicator Systems manufacturer with decades of experience, Guangdong Onyx Medical understands the biological challenges posed by G. stearothermophilus and Bacillus atrophaeus. Our indicators are designed to provide clear, color-coded results that eliminate ambiguity for CSSD technicians.
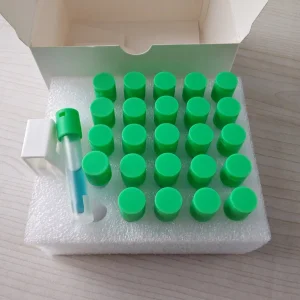
The global demand for high-precision BIs is driven not only by clinical needs but also by the expansion of the biotech sector. Research laboratories require validated sterilization for waste management and media preparation to prevent cross-contamination. Our self-contained biological indicators (SCBIs) offer a "no-touch" system where the glass ampoule is crushed within the vial, keeping the environment safe from spore release during the incubation phase.
Moving forward, Onyx Medical is dedicated to pushing the boundaries of material science, providing innovative and efficient solutions for its customers worldwide. By combining traditional manufacturing excellence with modern AI quality monitoring, we ensure that every strip, tape, and indicator vial leaving our 60,000 sqm facility meets the gold standard of healthcare safety.