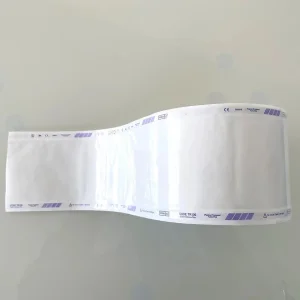
 Self-Sealing Sterilization Pouch Roll for Steam/Eo Sterilization
Self-Sealing Sterilization Pouch Roll for Steam/Eo Sterilization
 Best Quality Methyl Orange C14h14n3nao3s CAS 547-58-0 Acid-Base Indicator
Best Quality Methyl Orange C14h14n3nao3s CAS 547-58-0 Acid-Base Indicator
 50m Long Medical Indicator Tape That Can Be Sterilized by Eto and Steam
50m Long Medical Indicator Tape That Can Be Sterilized by Eto and Steam
 Reliable Bowie Dick Test Pack for Accurate Medical Supplies
Reliable Bowie Dick Test Pack for Accurate Medical Supplies
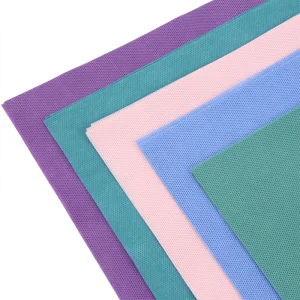 Wholesale Polypropylene Waterproof Material Spun Bond Non Woven Fabric
Wholesale Polypropylene Waterproof Material Spun Bond Non Woven Fabric
 Disposable Medical Surgical Heat Sealing Sterilization Roll Flat Reel
Disposable Medical Surgical Heat Sealing Sterilization Roll Flat Reel
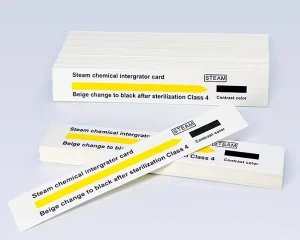 Surgical Indicator Strip for Chemical Autoclave Testing and Sterilization
Surgical Indicator Strip for Chemical Autoclave Testing and Sterilization
 "H" Type Glass Window Seal Strips for Control Cabinets
"H" Type Glass Window Seal Strips for Control Cabinets
In the current industrial paradigm, barrier materials represent the critical frontier of product integrity. Whether it is preventing microbial ingress in medical devices or shielding sensitive electronic components from moisture and static, the demand for high-performance barrier solutions has seen an unprecedented surge. As a leading national high-tech enterprise, Guangdong Onyx Medical Co., Ltd. stands at the intersection of material science and industrial application.
Globally, the barrier materials market is evolving from basic physical protection to "Smart Barriers"—materials that not only protect but also monitor the environment. This includes chemical indicators for sterilization and specialized films for regenerative medicine. The industry is currently valued at billions of USD, with a CAGR exceeding 6% as developing nations upgrade their healthcare infrastructure and developed nations tighten regulatory standards like the EU MDR and FDA 510(k).
Total supply chain resilience now depends on Information Gain. Procurement officers are no longer just buying "bags"; they are investing in validated microbial barriers that guarantee shelf-life and patient safety.
How Guangdong Onyx Medical redefines the global supply chain through technological integration.
Our facility houses 30+ PLC-controlled automated production lines. This minimizes human error, ensures consistent barrier thickness, and optimizes material yield, providing a direct cost-benefit to our global partners.
Operating with three Class 100,000 cleanrooms, we adhere to the most stringent international hygiene standards. Every roll of sterilization pouch or medical sensor is produced in a controlled environment.
The China-speed advantage allows us to move from R&D to mass production in record time. Our 60,000 sqm footprint ensures we can handle bulk orders for global healthcare crises or electronics booms.
We develop advanced biomaterials and medical sensors for diagnostic equipment and vital signs monitoring. Our innovation directly enhances patient outcomes through precision monitoring.
Premium materials for infant and adult hygiene products. We focus on moisture absorption, breathability, and superior comfort for the global personal care market.
High-precision control consumables and sensors that serve as the "nerves" of critical medical devices, ensuring reliability in life-saving technology.
Pioneering the future of regenerative medicine and drug delivery systems through biocompatible material science breakthroughs.
Next-generation electronic materials designed for durability and performance in consumer electronics and high-end industrial applications.
Our commitment to environmental protection and resource utilization ensures that your supply chain meets modern ESG (Environmental, Social, and Governance) requirements.



Our sterilization rolls and Bowie Dick test packs are daily essentials in CSSDs (Central Sterile Supply Departments) worldwide. They ensure that surgical instruments are free from all microbial life, preventing nosocomial infections.
The "H" Type seal strips and specialized electronic films provide airtight, anti-static environments for sensitive PCB assembly and control cabinet distribution.
Modern enterprises prioritize suppliers who offer transparency. With Onyx, you get full traceability, ISO certifications, and a commitment to quality that reduces the total cost of ownership (TCO).
The trend is moving toward biodegradable medical packaging and color-changing diagnostic indicators. As we invest in Tyvek-based technologies and advanced polymers, we are not just keeping pace—we are setting the trend. Our research into "New Biomaterials" aims to create packaging that is as protective as plastic but with the footprint of organic matter.
Expert insights into Barrier Materials and Medical Supply Chain management.
Tyvek is a non-woven material made of high-density polyethylene fibers. Unlike medical-grade paper, it is highly resistant to moisture and provides a superior microbial barrier while remaining compatible with hydrogen peroxide plasma sterilization processes, which can degrade standard cellulose-based materials.
Our indicator tapes, such as those for Steam or Eto sterilization, contain sensitive chemical agents that undergo a distinct color change when exposed to specific temperature, pressure, and time parameters, providing immediate visual verification of processing.
Programmable Logic Controllers (PLC) allow for micro-adjustments in the manufacturing process. This ensures that the heat-sealing temperature of our sterilization rolls is uniform across every millimeter, preventing seal failure—a common cause of medical instrument contamination.
Yes. With our 60,000 sqm facility and dedicated R&D team, we can engineer specific barrier properties (moisture vapor transmission rates, oxygen transmission rates, etc.) for specialized industrial or medical applications.
 Medical Heat-Sealing Sterilization Gusseted Reel-Paper/Film
Medical Heat-Sealing Sterilization Gusseted Reel-Paper/Film
 New Plasma Sterilization Chemical Indicator Tape
New Plasma Sterilization Chemical Indicator Tape
 Plasma Sterilization Medical Disposable Tyvek Pouch Roll
Plasma Sterilization Medical Disposable Tyvek Pouch Roll
 Factory Price Standard Medical Crepe Wrapping Paper
Factory Price Standard Medical Crepe Wrapping Paper
 Disposable Bowie Dick Test Pack for Autoclave
Disposable Bowie Dick Test Pack for Autoclave
 Steam Sterilization Bowie Dick Test Pack Monitoring
Steam Sterilization Bowie Dick Test Pack Monitoring
 High Quality Medical Tyvek Roll Disposable Sterilization
High Quality Medical Tyvek Roll Disposable Sterilization
 Medical Sterilization Gusseted Pouches Roll Reel Packing
Medical Sterilization Gusseted Pouches Roll Reel Packing

Production Line A

Production Line B

Production Line C

Production Line D
