Engineered for absolute safety and structural integrity under critical autoclave conditions. Trust Onyx Medical for hospital-grade compliance.
In contemporary clinical operations and sterile supply departments (CSSD), the containment of hazardous materials and the sterilization of critical instruments constitute the cornerstone of infection control. As a premier global player, Guangdong Onyx Medical Co., Ltd. leads the industry in manufacturing high-precision, multi-layered autoclave bags and sterilizing media. The requirement for dynamic, reliable, and compliant autoclave bags goes beyond mere plastic extrusion; it demands deep material science integration, absolute thermal stability, and strict validation protocols.
This whitepaper details the performance vectors of autoclave sterilization systems, highlighting why procurement executives, CSSD managers, and biomedical distributors prioritize our state-of-the-art manufacturing pathways. By leveraging the latest polymers and specialized indicator coatings, we ensure that barrier integrity remains uncompromised at sterilization temperatures ranging from 121°C to 134°C.
Guangdong Onyx Medical Co., Ltd. is a leading national high-tech enterprise specializing in the research, development, production, and supply of advanced materials for the personal care, medical, and electronics industries. Since its establishment, the company has adhered to a core philosophy of innovation and quality, dedicated to providing high-quality products and solutions to customers worldwide. Located in Guangdong, China, the company operates a modern manufacturing facility covering over 60,000 square meters, equipped with three Class 100,000 cleanrooms and more than 30 PLC-controlled automated production lines.
This state-of-the-art infrastructure ensures that every production process meets the highest levels of precision and safety, adhering to international standards such as ISO 13485, CE, and FDA guidelines. By utilizing highly integrated automation, we minimize human contamination vectors, creating a controlled environment where medical-grade films, indicator tapes, and sterilizing wraps achieve zero-defect quality profiles.




Guangdong Onyx Medical is structured into multiple specialized divisions, each committed to addressing the unique needs of its respective industries:
Global supply chain volatility has highlighted the necessity of partnering with manufacturers that can guarantee raw material security, predictable pricing, and high throughput. Our factory in Guangdong offers distinct, undeniable operational benefits:
1. Scale-Driven Economics & Advanced Automation: With over 30 PLC-integrated production lines, we reduce waste factors and operational latency. This high level of automation allows us to pass raw cost efficiencies directly to our clients without compromising the physical density or chemical integrity of our film constructs.
2. Vertical Raw Material Integration: Being situated in China's primary industrial and petrochemical hub enables Onyx Medical to source medical-grade polypropylene (PP), high-density polyethylene (HDPE), and specialized paper substrates directly from vetted, certified polymer producers. This eliminates intermediary markups and shields our partners from sudden supply disruptions.
3. Rigorous Multi-Tier Compliance: We realize that international buyers require strict certification pathways. Our production processes conform to European ISO 11607 (packaging for terminally sterilized medical devices) and EN 868 standards. This comprehensive regulatory alignment ensures that our autoclave bags pass custom borders and internal clinical audits seamlessly.
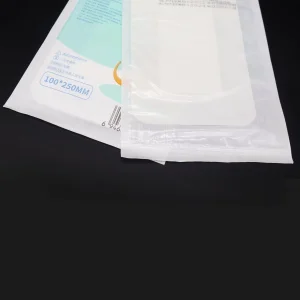
An autoclave bag must withstand high thermal loads, steam penetration, pressure fluctuations, and sharp instrumentation without tearing. To achieve this, Onyx Medical utilizes advanced multi-layer co-extrusion technology. By combining different polymer configurations, we yield distinct high-performance layers:
The outer layer is composed of high-temperature resistant polypropylene, preventing adhesion to the autoclave chamber walls and protecting the package from external punctures. The middle barrier layer maintains structural integrity under rapid pressure cycles, while the inner sealing layer is optimized for strong heat welds, preventing seal failure under autoclaving pressures.
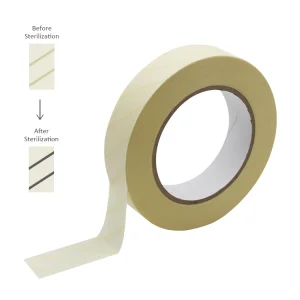
Furthermore, our dual chemical indicators (steam and ethylene oxide indicators) provide immediate, visual confirmation of cycle exposure. The color transition chemistry is formulated in-house, preventing indicator run-off or ghosting, which could compromise secondary verification processes.




As sustainability mandates grow increasingly stringent across Europe and North America, the medical packaging sector faces a dual challenge: lowering carbon footprints while maintaining sterile barriers. Onyx Medical is investing heavily in bio-sourced polymers and thin-film downsizing technologies.
By developing thinner, high-tensile films, we decrease total plastic usage per unit by up to 22%, resulting in lower disposal fee weights and reduced raw polymer consumption. Additionally, we are pioneering degradable PP blends that maintain shelf life stability and sterilizing performance but degrade much faster under standard industrial recycling protocols.
Autoclave packaging applications are diverse, requiring localized specifications depending on clinical, research, or manufacturing settings:
Clinical & Hospital CSSD: Our large-format, heavy-gauge sterilization rolls and wraps are designed to protect surgical instrument trays. Strong puncture resistance prevents heavy surgical steel tools from puncturing the pack, ensuring sterile transport to the operating room.
Research Laboratories & Biohazard Containment: In biosafety level (BSL-3/BSL-4) containment facilities, our high-temperature autoclave bags are critical for treating active waste. They withstand extended steam cycles without melting, allowing safe, in-situ decontamination of hazardous liquids and solid waste.
Dental and Outpatient Clinics: Smaller self-sealing pouches streamline clinical workflows. A reliable self-adhesive strip ensures a secure seal without requiring thermal sealing machinery, saving valuable time and space in private practice settings.
Ensure comprehensive clinical compliance with our highly-vetted chemical indicators, sterilization tapes, and biological validation products.