The global demand for Aseptic Packaging Solutions has reached an all-time high, driven by the critical need for hygiene and safety in the medical, pharmaceutical, and food industries. As healthcare systems modernize worldwide, the role of reliable aseptic packaging suppliers becomes the backbone of patient safety. Today, aseptic packaging is no longer just a "container"—it is a sophisticated barrier system that ensures long-term sterility, protects sensitive medical instruments, and facilitates efficient clinical workflows.
In the current industrial landscape, the Top 10 Aseptic Packaging Solutions Suppliers are characterized by their ability to integrate high-tech materials with sustainable manufacturing. Leading companies like Guangdong Onyx Medical Co., Ltd. are bridging the gap between raw material science and finished medical consumables, providing end-to-end solutions that meet rigorous international certifications such as ISO 13485 and CE.
The industry is shifting toward "Smart Sterilization." Future trends include the integration of medical sensors and RFID tracking into aseptic pouches to monitor sterilization efficacy in real-time. Moreover, there is a global push for eco-friendly aseptic materials. As a leading manufacturer, Guangdong Onyx Medical is investing heavily in recyclable wood pulp crepe papers and low-temperature plasma sterilization methods that reduce chemical waste and energy consumption.
Utilizing PLC-controlled automated production lines to ensure zero-defect manufacturing in aseptic reels and pouches.
Developing bio-compatible and disposable medical-grade materials that satisfy strict environmental regulations.
Meeting high-volume demands from European, North American, and Southeast Asian healthcare conglomerates.
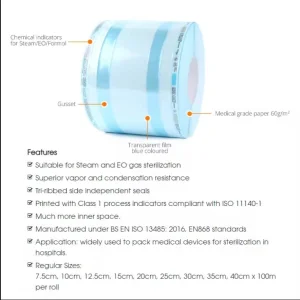
Procurement teams today seek more than just a vendor; they require a strategic partner capable of localizing solutions. Whether it is a large hospital in Germany needing Tyvek roll pouches for plasma sterilization or a dental clinic in Brazil requiring self-sealing steam pouches, the application scenarios are diverse:
As a national high-tech enterprise, Guangdong Onyx Medical Co., Ltd. represents the pinnacle of Chinese manufacturing excellence. Our advantages include:
60,000 square meters of production space ensures we can handle massive global orders with short lead times.
Specialized divisions in biomaterials and medical sensors allow us to innovate faster than traditional packaging firms.
Three Class 100,000 cleanrooms ensure every product meets the highest aseptic standards required for surgery.
Guangdong Onyx Medical Co., Ltd. is a leading national high-tech enterprise specializing in the research, development, production, and supply of advanced materials for the personal care, medical, and electronics industries. Since its establishment, the company has adhered to a core philosophy of innovation and quality, dedicated to providing high-quality products and solutions to customers worldwide.

Advanced biomaterials and medical sensors used in diagnostic equipment, vital signs monitoring, and advanced patient care products.

High-precision sensors and control consumables that enhance the reliability and effectiveness of global health monitoring systems.

Researching biocompatible materials for regenerative medicine and next-generation electronic materials for industrial durability.

Automated Casting Line

Cleanroom Packaging

Precision Slitting

Sterile Inspection

Quality Control Lab

Automated Pouch Making

Material R&D Center

Storage & Logistics
Operating under the guiding principles of "Technological Innovation, Quality First," Guangdong Onyx Medical strives to establish a strong brand presence in the global market. With a commitment to environmental protection, resource utilization, and social responsibility, Onyx Medical has gained a reputation as a trusted partner in the healthcare, personal care, and electronics industries. Our mission is to continue pushing the boundaries of material science, providing innovative and efficient solutions for our customers worldwide.