In the contemporary industrial landscape, the demand for antistatic packaging materials has reached unprecedented levels. As the global semiconductor and electronics manufacturing industries continue to expand, particularly with the rise of AI technology and 5G infrastructure, the need to protect sensitive components from Electrostatic Discharge (ESD) is paramount. ESD can cause catastrophic failures in integrated circuits, leading to significant financial losses for manufacturers and end-users alike.
The global market for ESD packaging is currently valued in the billions, with a projected CAGR of over 6% through the next decade. Major industrial hubs in North America, Europe, and Asia-Pacific are the primary consumers, driven by the aerospace, automotive (EV), and medical electronics sectors. Guangdong Onyx Medical Co., Ltd., as a premier manufacturer, recognizes that antistatic solutions are no longer just "shipping containers" but critical components of the quality assurance chain.
Guangdong Onyx Medical Co., Ltd. is a leading national high-tech enterprise specializing in the research, development, production, and supply of advanced materials for the personal care, medical, and electronics industries. Since its establishment, the company has adhered to a core philosophy of innovation and quality, dedicated to providing high-quality products and solutions to customers worldwide.
Located in Guangdong, China, the company operates a modern manufacturing facility covering over 60,000 square meters, equipped with three Class 100,000 cleanrooms and more than 30 PLC-controlled automated production lines. This state-of-the-art infrastructure ensures that every production process meets the highest levels of precision and safety, adhering to international standards.

The integration of RFID and IoT sensors into antistatic packaging to monitor environmental conditions (humidity, temperature, and ESD events) in real-time during transit.
A significant shift toward recyclable and biodegradable antistatic films and trays, reducing the environmental footprint of electronics and medical logistics.
Utilizing machine vision and AI at our Guangdong facility to detect microscopic defects in sterilization reels and antistatic coatings with 99.9% accuracy.
Onyx Medical manufactures high-precision medical sensors and control consumables that enhance the reliability and effectiveness of health monitoring systems.
Focusing on regenerative medicine and drug delivery systems, driving breakthroughs in materials science that improve patient care.
Developing materials for consumer electronics and industrial applications that offer superior performance and durability in extreme environments.
Development of advanced biomaterials and medical sensors used in diagnostic equipment and vital signs monitoring systems. We enhance patient outcomes through continuous innovation.
High-quality materials for personal care, particularly infant diapers, ensuring superior comfort, safety, and moisture absorption for global hygiene markets.
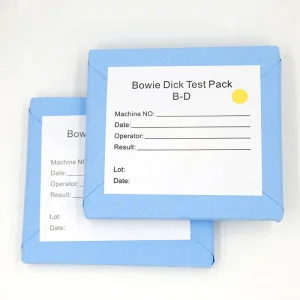
From Bowie-Dick test packs to self-sealing pouches, our sterilization monitoring series ensures that hospital equipment meets the highest safety standards.
Onyx Medical is at the forefront of producing electronic materials designed for durability and conductivity management, essential for modern industrial applications.
By controlling everything from raw material R&D to final automated production, we eliminate middle-man costs and ensure consistent quality across all batches.
With 30+ PLC production lines, Onyx Medical can handle high-volume global procurement needs, providing rapid turnaround times for customized sterilization reels and packaging.
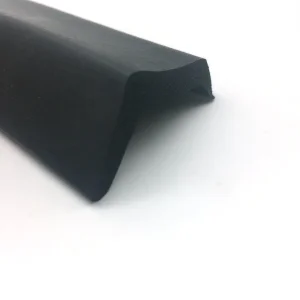
Our Guangdong facility is a hub for material science, allowing us to pivot quickly to meet new local application scenarios, such as specialized EPDM seals for automotive docks.








Guangdong Onyx Medical operates under the guiding principles of "Technological Innovation, Quality First," striving to establish a strong brand presence in the global market. The company places a strong emphasis on quality control while ensuring that its production processes are sustainable. With a commitment to environmental protection, resource utilization, and social responsibility, Onyx Medical has gained a reputation as a trusted partner in the healthcare, personal care, and electronics industries. The company’s advanced research and development capabilities, coupled with its efficient production systems, continue to drive it forward as a key player in these sectors. Moving forward, Onyx Medical is dedicated to pushing the boundaries of material science, providing innovative and efficient solutions for its customers worldwide.